Ca urmare a cerinţelor specifice din industriile alimentară, chimică, petrochimică, navală, etc. reducerea duratei de proiectare a tehnologiilor de asamblare şi realizare a unor construcţii sudate constituie o direcţie importantă de cercetare. Cel puţin din punct de vedere economic, este evidentă necesitatea stabilirii rapide a unor soluţii tehnologice optime prin analiza rapidă a sudabilităţii care, să satisfacă cerinţele impuse unor astfel de structuri. Materialele şi condiţiile avute în vedere reflectă nivelul de interes practic pe care îl reprezintă asamblarea şi sudarea în diversele ramuri ale economiei.
Sudarea este operaţia tehnologică prin care se realizează o asamblare nedemontabilă a două sau mai multe piese metalice, utilizând încălzirea locală, presiunea sau ambele, cu sau fără folosirea unui material de adaos similar cu metalul pieselor de îmbinat.
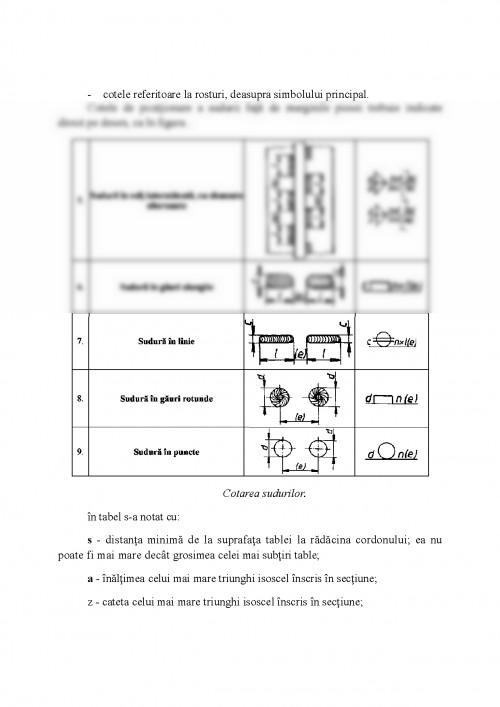
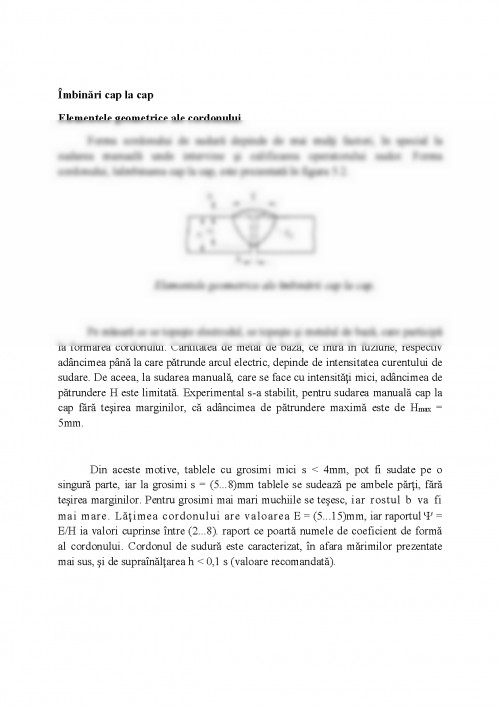
Prin sudură se înţelege zona de îmbinare rezultată în urma sudării, materialul de adaos depus prin sudare se numeşte cordon de sudură; acesta poate fi continuu sau întrerupt. Piesele de sudat se prelucrează în zona unde urmează să se depună materialul de adaos, locaşurile respective numindu-se rosturi.
Schema tehnologica a procedeului de sudare
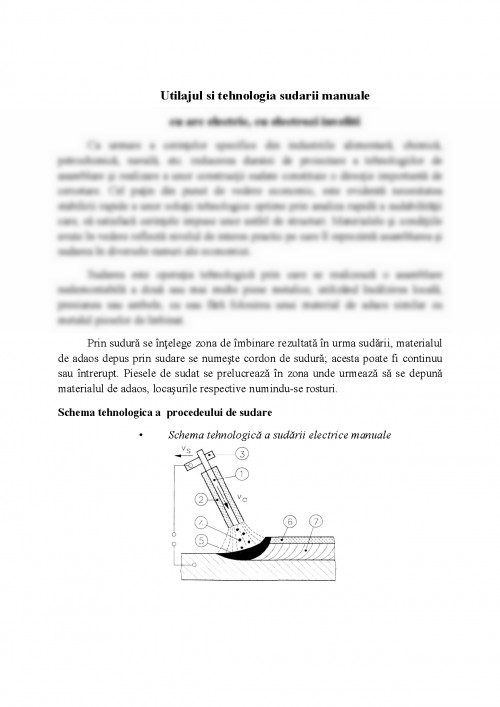
• Schema tehnologică a sudării electrice manuale
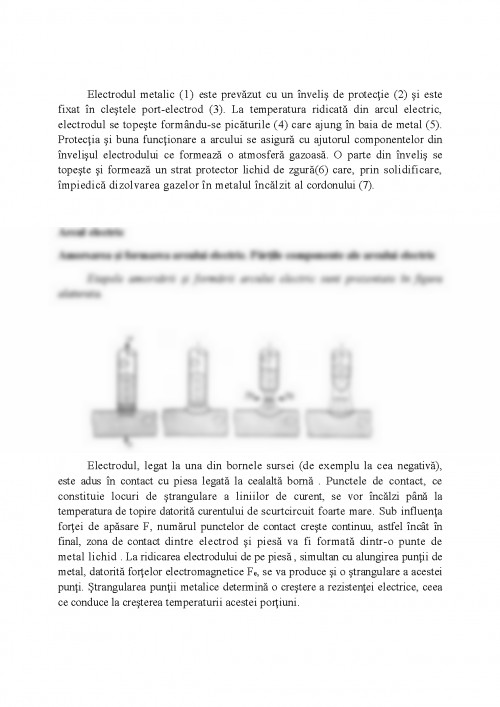
Electrodul metalic (1) este prevăzut cu un înveliş de protecţie (2) şi este fixat în cleştele port-electrod (3). La temperatura ridicată din arcul electric, electrodul se topeşte formându-se picăturile (4) care ajung în baia de metal (5). Protecţia şi buna funcţionare a arcului se asigură cu ajutorul componentelor din învelişul electrodului ce formează o atmosferă gazoasă. O parte din înveliş se topeşte şi formează un strat protector lichid de zgură(6) care, prin solidificare, împiedică dizolvarea gazelor în metalul încălzit al cordonului (7).
Arcul electric
Amorsarea şi formarea arcului electric. Părţile componente ale arcului electric
Etapele amorsării şi formării arcului electric sunt prezentate în figura alaturata.
Electrodul, legat la una din bornele sursei (de exemplu la cea negativă), este adus în contact cu piesa legată la cealaltă bornă . Punctele de contact, ce constituie locuri de ştrangulare a liniilor de curent, se vor încălzi până la temperatura de topire datorită curentului de scurtcircuit foarte mare. Sub influenţa forţei de apăsare F, numărul punctelor de contact creşte continuu, astfel încât în final, zona de contact dintre electrod şi piesă va fi formată dintr-o punte de metal lichid . La ridicarea electrodului de pe piesă , simultan cu alungirea punţii de metal, datorită forţelor electromagnetice Fe, se va produce şi o ştrangulare a acestei punţi. Ştrangularea punţii metalice determină o creştere a rezistenţei electrice, ceea ce conduce la creşterea temperaturii acestei porţiuni.
La atingerea temperaturii de fierbere a metalului are loc ruperea punţii metalice şi formarea vaporilor metalici care, fiind uşor ionizabili, asigură trecerea curentului în continuare, sub forma unei descărcări electrice în arc .
Procesul de formare a arcului electric durează doar câteva fracţiuni de secundă şi se caracterizează prin fenomene fizice complexe: emisie termoelectronică, ionizarea gazului din spaţiul arcului, accelerarea ionilor în câmpul electric, etc.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.