1. PRINCIPII SI NOTIUNI DE BAZA
Definitia procesului tehnologic de frezare
Frezarea este procedeul tehnologic de obtinere a suprafetelor prin aschiere la care miscarea principala este de rotatie a sculei aschietoare numita freza iar miscarea de avans este executata fie de piesa fie de scula aschietoare.
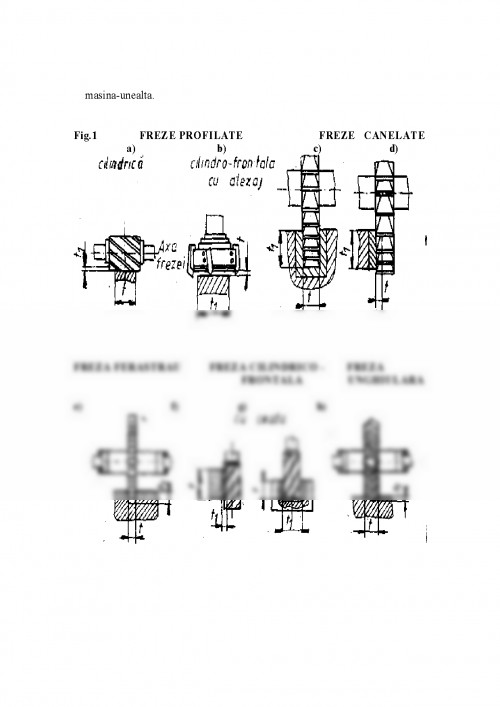
Operatiile de frezare se pot clasifica dupa tipul frezei folosite, deosebindu-se schemele de frezare indicate in fig. 1.
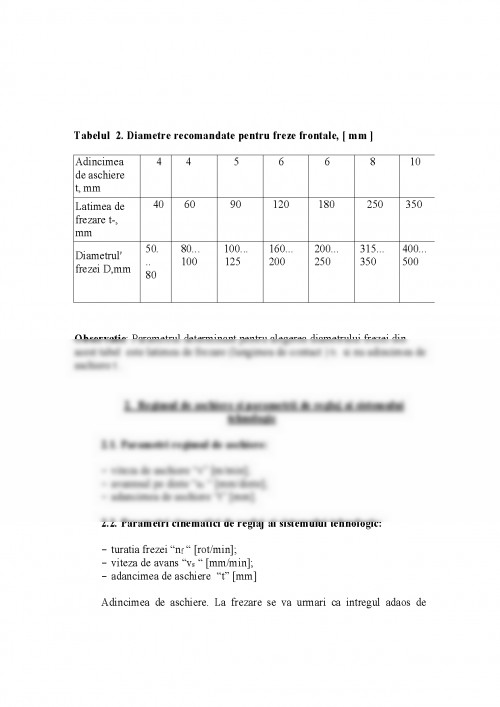
La frezarea frontala (fig..1,b), pentru realizarea unor regimuri de aschiere cu productivitate superioara, diametrul frezei D trebuie sa fie mai mare decit latimea de aschiere (lungimea de contact t1) si anume: D = (l,25...1,5)t1
La frezarea pieselor din otel este necesara aplicarea frezarii nesimetrice: pentru piese din oteluri carbon de constructii si oteluri aliate semifabricatul de prelucrat se va pozi-tiana deplasat in directia patrunderii dintelui frezei (fig. 2,a), ceea ce asigura inceputul aschierii de catre fiecare dinte la o grosime mai mica, a aschiei; pentru piese din oteluri rezistente la temperaturi inalte si oteluri rezistente la coroziune, semifabricatul va fi pozitionat spre iesirea dintelui frezei din aschiere (fig. 2,b), ceea ce asigura iesirea din¬telui la o grosime minima, a aschiei. Nerespectarea acestor reguli are drept consecinta micsorarea apreciabila a durabilitatii frezelor frontale.
Diametrele recomandate ale frezelor sint date in tabelele 1 si 2. Aceste recomandari servesc pentru alegerea dimensiunilor sculelor din standardele corespunzatoare.
Parametrii adancime de aschiere t si lungime de contact t1, au fost notati pe schemele de frezare din fig. 1, in care se poate observa ca parametrul t se masoara paralel cu axa frezei, iar parametrul t1 - intr-un plan perpendicular pe axa frezei.
Regimul de aschiere la frezare se determine in ordinea urmatoare:
- se stabileste marimea adincimii de aschiere;
- se alege din tabele avansul pe dinte sau avansul pe rotatie;
- se calculeaza viteza de aschiere si turatia (rot/min) ale frezei;
- se determine puterea efectiv necesara la frezare;
- se verifica posibilitatea utilizarii regimului de schiere calculat, pe masina de frezat aleasa , facandu-se comparatia cu puterea furnizata de masina-unealta.
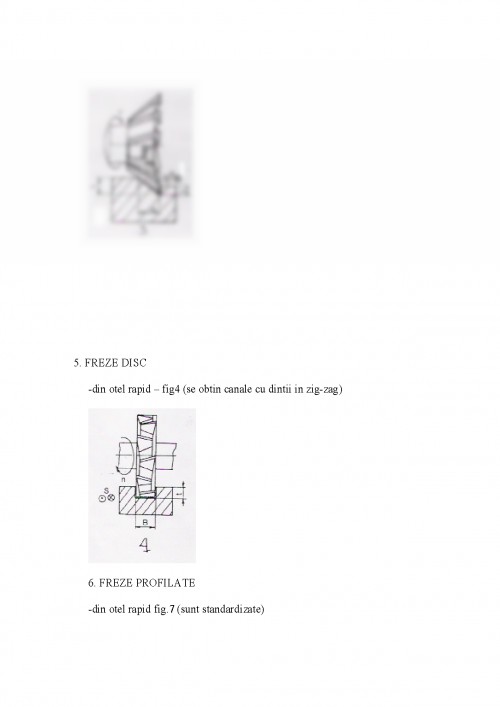
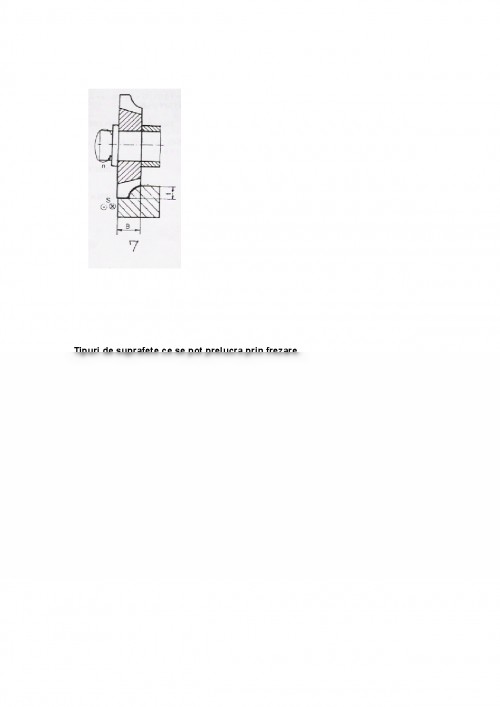
Fig.1 FREZE PROFILATE FREZE CANELATE
a) b) c) d)
FREZA FERASTRAU FREZA CILINDRICO - FREZA
FRONTALA UNGHIULARA
e) f) g) h)
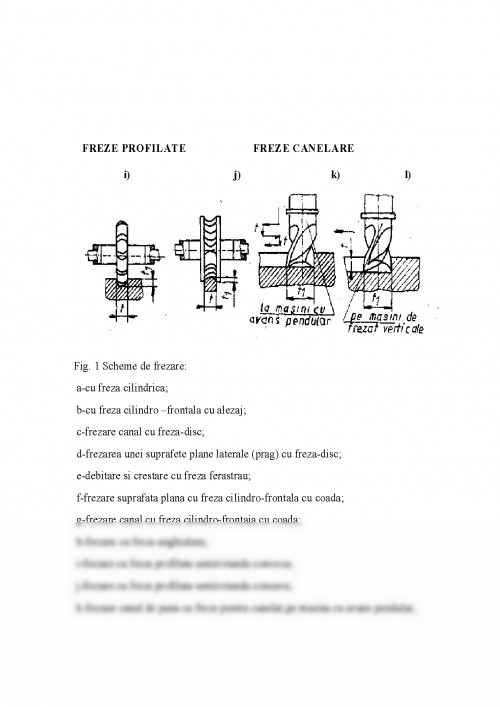
FREZE PROFILATE FREZE CANELARE
i) j) k) l)
Fig. 1 Scheme de frezare:
a-cu freza cilindrica;
b-cu freza cilindro –frontala cu alezaj;
c-frezare canal cu freza-disc;
d-frezarea unei suprafete plane laterale (prag) cu freza-disc;
e-debitare si crestare cu freza ferastrau;
f-frezare suprafata plana cu freza ciIindro-frontala cu coada;
g-frezare canal cu freza cilindro-frontaia cu coada;
h-fre¬zare cu freza unghiulara;
i-frezare cu freza profilata semirotunda convexa;
j-frezare cu freza profilata semirotunda concava;
k-frezare canal de pana cu freze pentru canelat,pe masina cu avans pendular,
l-frezare canal de pana cu freza pentru canelat, pe masina de frezat verticala.
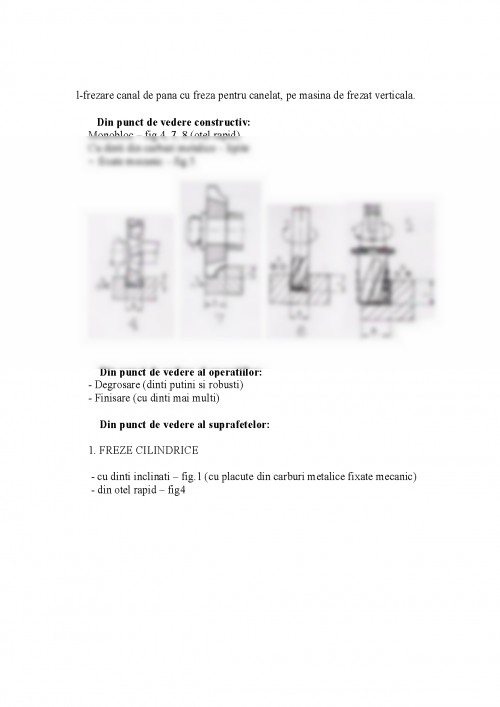
Din punct de vedere constructiv:
Monobloc – fig.4, 7, 8 (otel rapid)
Cu dinti din carburi metalice – lipite
- fixate mecanic – fig.5
Din punct de vedere al operatiilor:
- Degrosare (dinti putini si robusti)
- Finisare (cu dinti mai multi)
Din punct de vedere al suprafetelor:
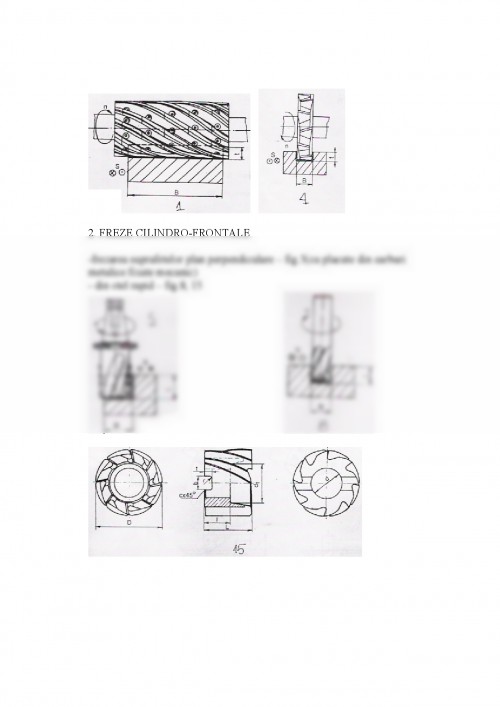
1. FREZE CILINDRICE
- cu dinti inclinati – fig.1 (cu placute din carburi metalice fixate mecanic)
- din otel rapid – fig4
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.