

Pentru prelucrarea suprafeţelor prin aşchiere cu ajutorul disculelor abrazive, practica modernă a elaborat a serie metode clasificate in funcţie de calitatea suprafeţelor ce trebuie obţinute.
Metodele de prelucrare a suprafeţelor pieselor cu scule abrazive se împart in următoarele grupe:
1. rectificarea ;
2. honuirea (honing) ;
3. lepuirea (lapping);
4. lustruirea ;
5. vibronetezirea (superfinish).
1. Rectificarea este o prelucrare de aşchiere executată cu corpuri abrazive în formă de disc (pietre de rectificat).Scula (discul abraziv) face mişcarea principala de rotaţie, in general cu viteză periferică mare, eventual şi unele miscari secundare. Piesa face numai mişcările secundare sau ramane imobilă.
Suprafeţele pieselor obţinute prin rectificare cu ajutorul discurilor abrazive prezintă rizuri cu admcimea cuprinsă intre 0,9—5 microni.
2. Procedeul de honuire constă dintr-o prelucrare făcută cu o sculă specială numită hon pe care se fixează bare abrazive extensibile. Această metodă este folosită de obicei la prelucrarea suprafeţelor cilindrice interioare.Inălţimea rizurilor de pe suprafaţa prelucrată este cuprinsă între 0,13—1,25 microni.
3. Prelucrarea prin lepuire se întrebuinţează în cazul cand vrem să obţinem o suprafaţa foarte bine netezită. Scula intrebuinţată în acest caz este formată dintr-un disc de metal cu o duritate mai mică decîţ duritatea metalului piesei de prelucrat.
Între sculă (suprafaţa discului) şi piesă se pun granule abrazive sub formă de pastă care datorită apăsării sculei (discului) pe suprafaţa piesei, taie aşchii foarte fine, netezind suprafaţa.
Discul sculă poate fi construit din cupru, plumb, fonta sau chiar din lemn de esenţă tare.
Inălţimea rizurilor de pe suprafaţa lepuită este 0,08—0,25 microni.
4.Lustruirea unei suprafeţe se execută cu pulbere abrazivă depusă pe un disc de pîslă sau mai rar pe discuri metalice moi.
Uneori se utilizează pulbere abrazivă amestecată in pastă. Prin lustruire se obţin suprafeţe cu aspect lucios, posibilitatea respectării unor condiţii dimensionale.
5.Vibronetezarea este prelucrarea de aşchiere executata cu una sau mai multe bare abrazive, care fac mişcări rectilinii alternative rapide, combinate cu mişcări de avans.Piesa face o mişcare lentă, perpendiculară pe direcţia mişcărilor barelor abrazive. Adîncimea rizurilor pe suprafaţa vibronetezita, este de 0,01—0,25 microni.
Rectificarea
Definitie si principiu de lucru
Rectificarea este o prelucrare de aşchiere executată cu corpuri abrazive în formă de disc (pietre de rectificat).Scula (discul abraziv) face mişcarea principala de rotaţie, in general cu viteză periferică mare, eventual şi unele miscari secundare. Piesa face numai mişcările secundare sau ramane imobilă.
ELEMENTE DIN PROCESUL DE
AŞCHIERE ÎN CAZUL RECTIFICĂRII
Rectificarea este un procedeu de prelucrare a metalelor, In care aşchiile sunt indepărtate de către piatra de rectificat. Cu ajutorul pietrei de rectificat se poate scoate un strat foarte subţire de metal, putîndu-se obţine după prelucrare dimensiuni precise şi o suprafaţa netedă. Prin rectificare se pot prelucra metalele netratate termic cît şi cele mai dure metale calite.
Elementele procesului de rectificare sînt : viteza perife¬rică a pietrei, diametrul pietrei D, viteza periferică a piesei Vp , diametrul piesei d, adîncimea aşchiei a, avansul longitudinal, grosimea aşchiei
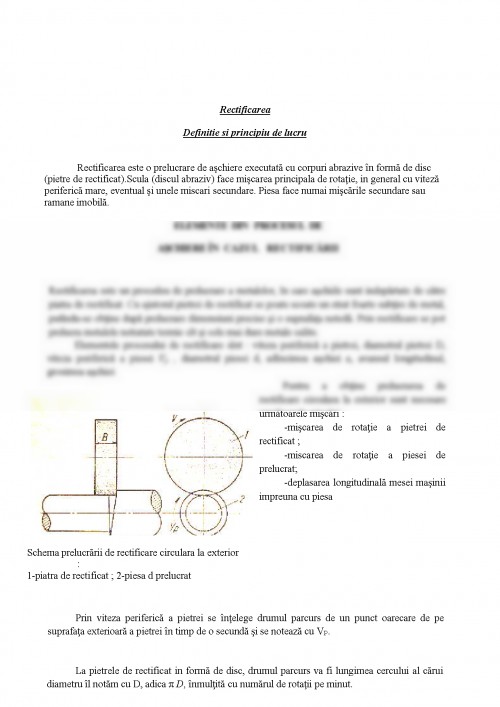
Pentru a obţine prelucrarea de rectificare circulara la exterior sunt necesare următoarele mişcări :
-mişcarea de rotaţie a pietrei de rectificat ;
-miscarea de rotaţie a piesei de prelucrat;
-deplasarea longitudinală mesei maşinii impreuna cu piesa
—
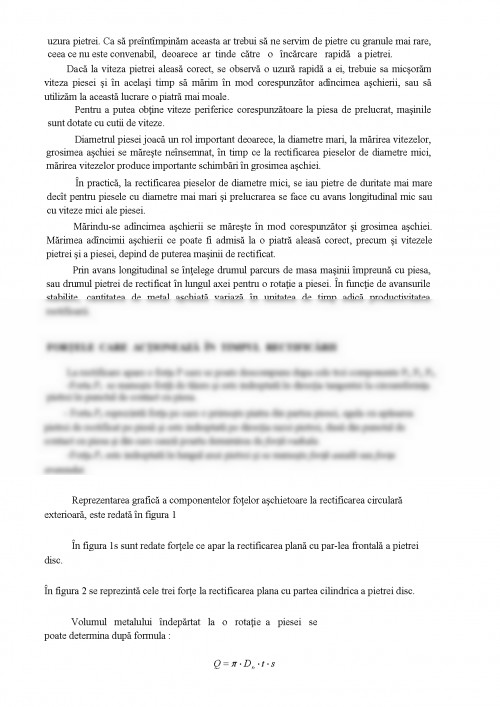
Schema prelucrării de rectificare circulara la exterior :
1-piatra de rectificat ; 2-piesa d prelucrat
l - piatra de rectificat ; 2 -piesa de prelucrat
— d
Prin viteza periferică a pietrei se înţelege drumul parcurs de un punct oarecare de pe suprafaţa exterioară a pietrei în timp de o secundă şi se notează cu VP.
La pietrele de rectificat in formă de disc, drumul parcurs va fi lungimea cercului al cărui diametru îl notăm cu D, adica π D, înmulţită cu numărul de rotaţii pe minut.
Pentru a obţine viteza în metri pe secundă vom împărţi cu 60, iar fiindcă diametrul pietrelor se dă în milimetri vom împarţi cu 1000. În acest caz va rezulta urmatoarea formulă de calcul pentru viteză:
m/s
în care, n este turaţia pietrei in rotaţii pe minut.
Viteza periferică a piesei este mult mai mică şi din acest motiv viteza se măsoară in metri pe minut şi se noteaza cu VP. Dacă notăm diametrul piesei cu DP, iar turaţia cu n în rotaţii pe minut vom obţine:
Cantitatea cu care se deplasează piatra de rectificat la finele fiecărei curse se numeşte avans transversal şi se notează cu t, ea este adîncimea de rectificare.
Adîncimea de rectificare este foarte mică şi ea variază între 0.005-0,05 mm pentru fiecare cursă.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.