ÎMBINĂRI SUDATE
In industria modernă, utilizarea sudării, ca procedeu de îmbinare nedemontabilă, cunoaşte o extindere din ce în ce mai mare. Această evoluţie se datorează atât perfecţionării aduse tehnologiei de sudare cât şi a mijloacelor moderne, nedistructive, de control al calităţii sudurii cum sunt: defectoscopia cu raze Roentgen, cu izotopi radioactivi, cu ultrasunete, defectoscopie magnetica etc. Posibilităţile de control amintite au permis cunoaşterea calităţii sudurii, remedierea deficienţelor şi în consecinţă o mai mare siguranţă în exploatare. Sudura se aplică în prezent unei game largi de metale feroase şi neferoase precum si unor materiale nemetalice cum ar fi: sticla, materiale plastice, materiale pentru semiconductori etc. Cu toate acestea sunt încă numeroase materiale metalice si nemetalice care nu se sudează.
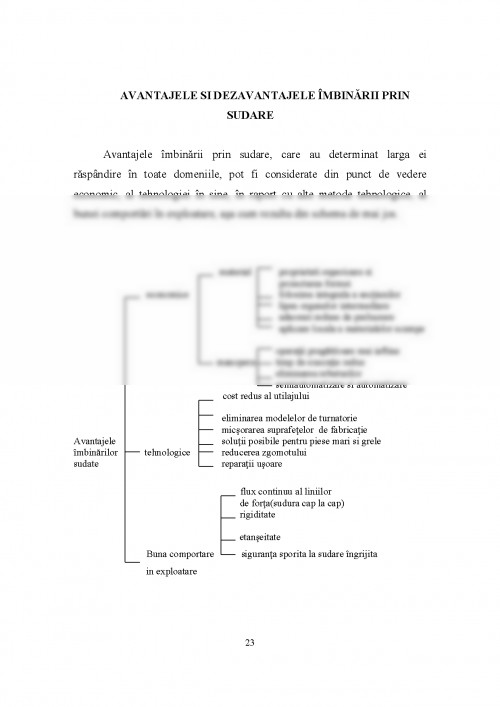
Avantajele acestor îmbinări au făcut ca sudarea sa devina principalul procedeu de îmbinare nedemontabilă.
In industria construcţiilor si cea constructoare de maşini tehnica sudării este utilizata pe scara largă si ca procedeu tehnologic de fabricaţie, de exemplu: partea metalica a podului peste Dunăre de la Vadul Oii este realizata în cea mai mare măsura din semifabricate îmbinate prin sudare. De asemenea execuţia parţii metalice a noilor furnale de la Hunedoara, Reşiţa, Galaţi precum şi a instalaţiilor metalice anexe etc. s-au realizat în mare măsură din semifabricate sudate.
In producţia de transformatoare electrice, material rulant pentru C.F.R., caroserii de autovehicule, cazane de presiune şi recipiente, utilaje pentru linii de ciment, precum şi în industria construcţiilor de nave, sudarea a înlocuit aproape complet nituirea.
In prezent se execuţia prin sudare din semifabricate, organe de maşini care, în mod tradiţional, se realizează prin nituire, turnare, forjare, ambutisare etc. De asemenea, sudarea serveşte la recondiţionarea unor organe de maşini uzate, fisurate sau cu defecte din turnare, forjare etc.
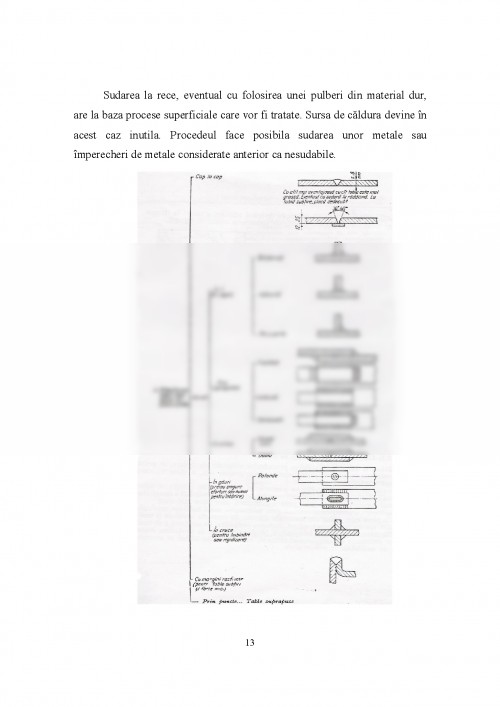
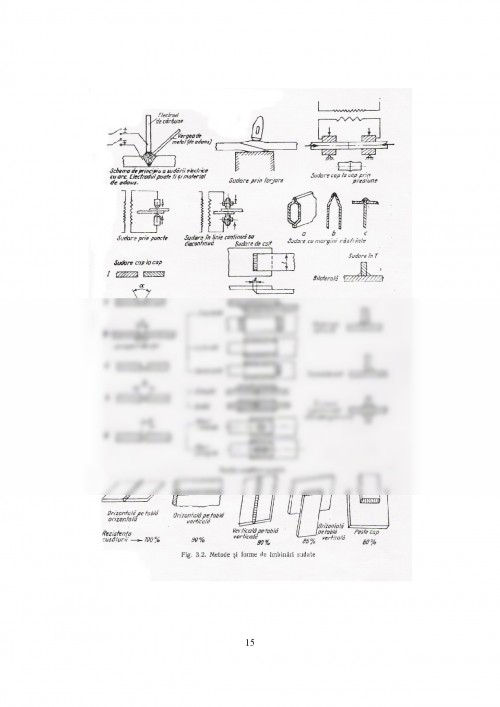
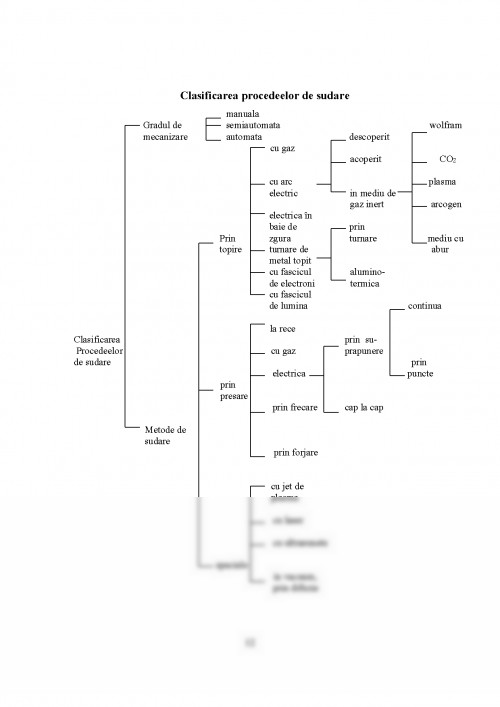
Cele mai frecvente procedee de sudare sunt: sudarea prin topire şi sudarea prin presiune.
Sudarea prin topire se realizează cu sau fara metal de adaos, prin aducerea în stare lichida a zonelor suprafeţelor de îmbinat şi fara a se exercita vre-o presiune locala asupra pieselor. Căldura necesara topirii este produsă prin arderea unui gaz, de un arc electric sau prin procedeul termit.
Sudarea prin presiune se realizează fara material de adaos. Suprafeţele pieselor de îmbi¬nat se aduc prin încălzire în stare păstoasă, după care asu¬pra lor se exercita pe cale mecanica o presiune.
In tehnica moderna se aplica sudarea cu plasma (pentru piese mari), sudarea cu laser (pentru piese mici) etc.
Zona în care se face îmbinarea se numeşte sudura. Sudura executata pe o linie fie continua, fie cu întreruperi, se numeşte cusătură sudată. În limbajul curent cusătura sudata cu metal de adaos se mai numeşte şi cordon de sudură.
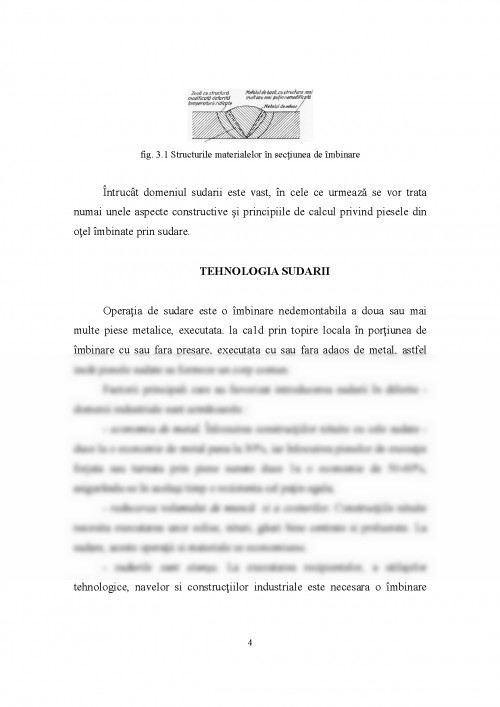
In procesul de îmbinare prin sudare, ca urmare a faptului ca materialul a fost adus în stare lichida sau păstoasa, are loc fenomenul de interdifuziune a materialului pieselor de îmbinare, respectiv a materialului de adaos, în zona sudata, stabilindu-se astfel o legătura directă intre piesele îmbinate bazata pe coeziunea intermoleculară (fig. 3.1).
universitatea din pitesti
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.