Inainte de a se trece la asamblare, asa cum s-a aratat, piesele trebuie curatatre de bavuri, de impuritati, de pete de grasime si de vopsea. Asamblarea propriu-zisa necesita un volum mare de munca si este o operatie de raspundere, deoarece in acest caz lipsesc gaurile de nit care sa ajute la prinderea pieselor unele de altele. Pentru aceasta este necesar sa se foloseasca dispozitivele de prindere, de strangere, opritoarele, precum si gabaritele de asamblare.
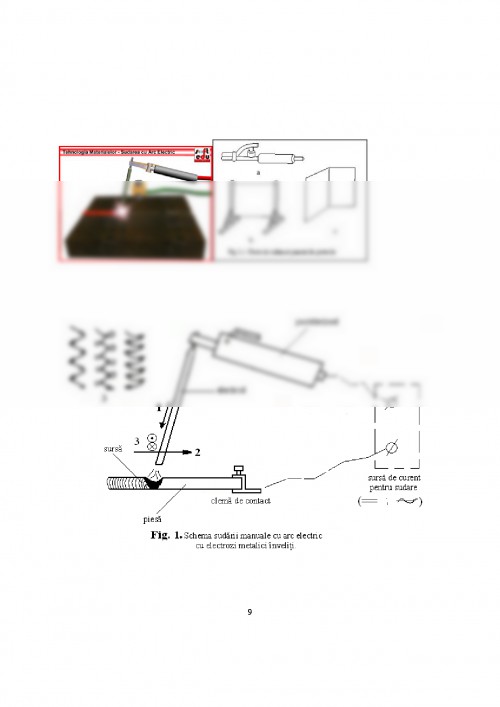
Sudarea incepe prin prinderea in cateva puncte de sudura a marginilor de asamblat. Punctele de sudura se executa atat la sudarea manuala cat si la sudarea automata. Este necesar sa se stabileasca regimul de sudare in functie de grosimea tablei, de poizitia de lucru si de calitatea electrodului.
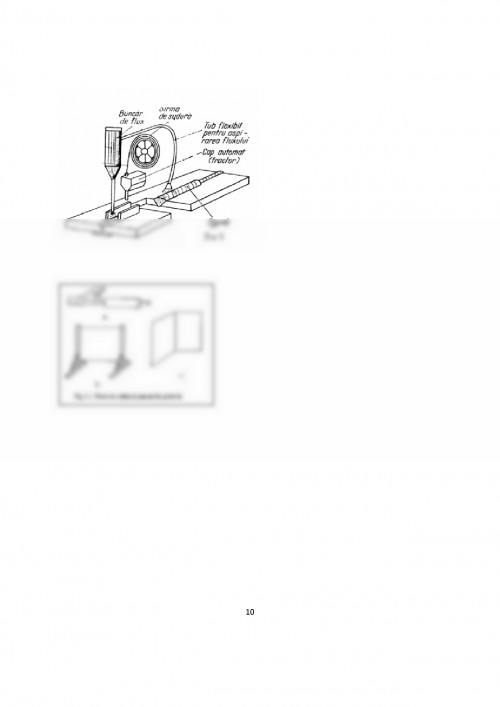
Aplicarea sudurii automate, desi prezinta avantaje importante din punctul de vedere al productivitatii si al calitatii, este inca limitata, deoarece nu se poate suda in orice pozitie, iar sudarea cordoanelor scurte si raspandite nu este rezolvata pana in prezent sub aspectul executarii rentabile. Consumul de electrozi de metal este mai mic, datorita faptului ca marginile se prelucreaza mai putin, iar pierderile prin stropi mai mici.De asemenea, consumul de energie este mai redus, intrucat sub protectia fluxului de sudura, caldura arcului electric este mai bine utilizata.
Pentru a se extinde sudarea automata s-au creat o serie de instalatii care sa elimine unele dificultati pentru care aparatul de sudare automata nu poate fi utilizat. Acestea sunt:
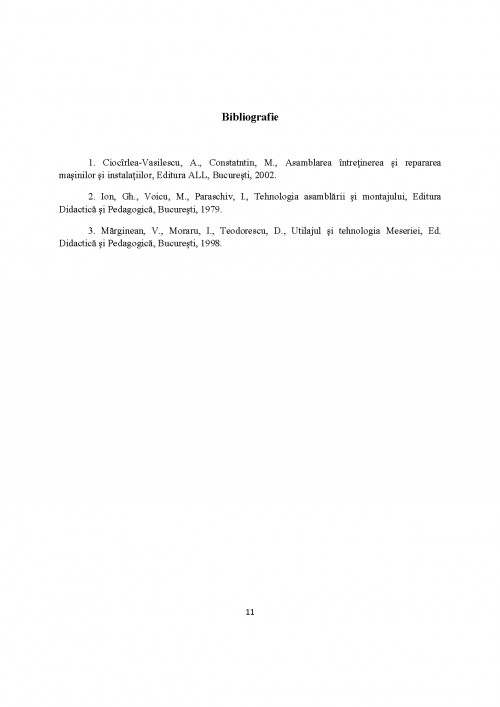
- instalatia de sudare automata pentru grinzi. Aceasta consta intr-o macara de perete 3, care se poate deplasa de-a lungul unor grinzi de conducere 1 si 2. Aparatul de sudare 6 este suspendat pe traversa imobila 4, iar capul de sudare este fixat pe o brosa verticala 5 cu inaltimea reglabila. In functie de caracteristicele tehnice ale cordonului de sudura se stabileste regimul de sudare, inclusiv viteza care se imprima macaralei-portal.
Aceasta instalatie combinata cu dispozitivul de intoarcere cu lant 7 asigura o usoara manipulare si sudare a grinzilor si stalpilor cu sectiuni compuse;
- instalatia de sudare automata pentru cazane si rezervoare este compusa dintr-o instalatie similara celei aratate, cu deosebirea ca in locul dispozitivului de intoarcere cu lant se adapteaza dispozitivul de intoarcere cu role. In acest fel se rezolva sudarea automata atat a cusaturilor transversale cat si a celor longitudinale.
S-au creat dispozitive si pentru sudarea automata a cusaturilor verticale, care desi prezinta dificultati in aplicare, este totusi rentabila in cazul cordoanelor de dimensiuni mari, care se intanlesc in general la constructii de furnale.
Din cele de mai sus rezulta ca dispozitivele de sudare in majoritatea lor sunt destinate executarii pieselor similare. Din aceasta cauza trebuie combatuta tendinta utilizarii numai a aparatelor manuale care au ca rezultat o productivitate redusa si necesita un personal cu calificare superioara. Aplicarea sudarii si in special introducerea de noi metode este in plina desfasurare tinandu-se seama ca toate perfectionarile tind spre o productivitate cat mai ridicata si un pret de cost cat mai redus si ca in prezent s-au realizat viteze de sudare pana la 200m/h, la otelurile cu grosimea pana la 10 mm, si de 300m/h la otelurile cu grosimea pana la 4 mm.
Tensiuni interne si deformatii
Arcul electric este o sursa puternica de caldura, sub a carui influienta se stabileste, in piesele care se sudeaza, un camp termic valabil, din cauza deplasarii arcului in lungul cusaturii de sudura.
In imediata apropiere a arcului electric, temperatura campului este foarte inalta, depasind temperatura de topire a otelului; ea scade rapid in orice directie de la sursa catre directia de inaintare a acului si mult mai incet in directia opusa.
Incalzirea neuniforma care se produce in timpul sudarii si racirea, influentata de multi factori externi, provoaca deformatii inegale in piesele care se sudeaza; aceste deformarii produc la randul lor eforturi remanente, cu atat mai mari cu cat neuniformitatea campului termic este mai accentuata.
Deformaţiile pot fi : longitudinale, transversale, de incovoiere, de rasucire, iar eforturile provocate de aceste deformatii pot fi: trecatoare sau remanente, respectiv liniare, plane sau spatiale. Regiunile incalzite mai mult sunt impiedicate in dilatarea lor de regiunile incalzite mai putin; la racire, regiunule care ar urma sa ramana cu anumite deformatii permanente sunt intinse de zonele vecine. De aici rezulta ca atat la incalzire cat si la racire apar in piese tensiuni, care nu dispar o data cu racirea completa a pieselor si care provoaca deformatii permanente. Talpile profilelor dupa sudura se indoaie, barele se incovoaie si se rasucesc, piesele cap la cap nu mai raman in prelungire. Observatiile practice facute asupra acestor deformatii permit sa se ia unele masuri pentru a le preveni sau macar a le elimina.
1. Ciocîrlea-Vasilescu, A., Constatntin, M., Asamblarea întreţinerea şi repararea maşinilor şi instalaţiilor, Editura ALL, Bucureşti, 2002.
2. Ion, Gh., Voicu, M., Paraschiv, I., Tehnologia asamblării şi montajului, Editura Didactică şi Pedagogică, Bucureşti, 1979.
3. Mărginean, V., Moraru, I., Teodorescu, D., Utilajul şi tehnologia Meseriei, Ed. Didactică şi Pedagogică, Bucureşti, 1998.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.