

Stabilirea variantei optime de orientare şi fixare a pieselor în dispozitive de fabricare se va face urmărind succesiunea prezentată în continuare:
A Stabilirea datelor necesare proiectării dispozitivului
A.1 Proprietăţile mecanice ale materialului semifabricatului supus prelucrării
A.2 Stadiul de prelucrare a semifabricatului până la operaţia pentru care se proiectează dispozitivului
A.3 Elementele operaţiei pentru care se proiectează dispozitivul
A.4 Forma şi dimensiunile elementelor de legătură ale maşinii-unelte cu dispozitivul
B Stabilirea sistemului bazelor de orientare a semifabricatului în dispozitiv, la prelucrare
B.1 Schiţa operaţiei
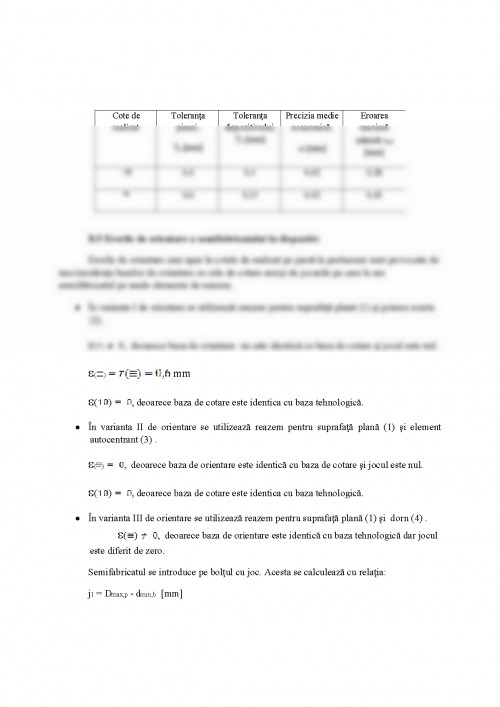
B.2 Stabilirea cotelor de realizat la prelucrare şi a sistemului bazelor de cotare
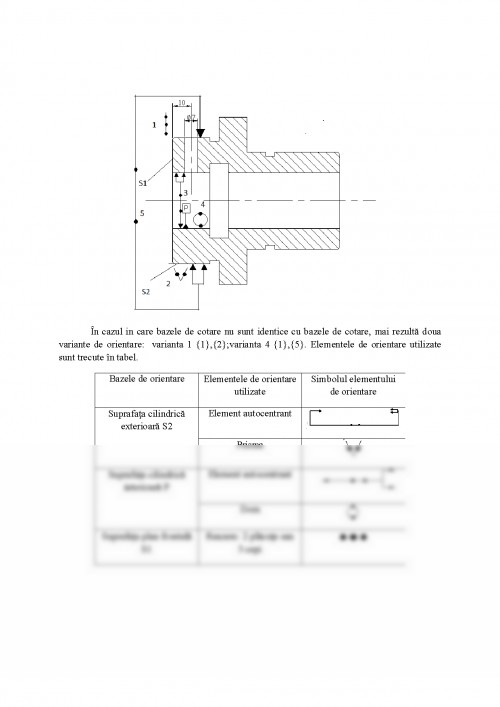
B.3 Stabilirea sistemului bazelor de orientare a semifabricatului la prelucrare şi a elementelor de orientare
B.4 Calculul erorilor maxime admise la orientare
B.5 Calculul erorilor de orientare a semifabricatului la prelucrare
B.6 Alegerea variantei optime de orientare
C Stabilirea fixării semifabricatului
A. Stabilirea datelor necesare dispozitivului
1. Proprietățile mecanice ale materialului piesei de prelucrat
Proprietățile mecanice ale materialului sunt necesare pentru calculul regimului de așchiere și pentru calculul componentelor forței de așchiere.
Piesa este realizată din OLC15 care are următoarele proprietăți mecanice:
- starea N (normalizat);
- Rpo2 = 225 N/mm2;
- Rm = 373 N/mm2;
- A5% = 27;
- HRC = - ;
- KCU = - ;
- HB = 197 ;
Normalizare: - T = 880-9800C;
- mediu = a (ambiant);
2. Stadiul de prelucrare a piesei până la operația pentru care se proiectează dispozitivul
Piesa corespunzătoare operației de găurire se obține prin adăugarea pe desenul piesei finale a adaosurilor neîndepărtate până la această operație .
3. Elementele operației pentru care se proiectează dispozitivul
Elementele operației care trebuiesc cunoscute pentru proiectarea dispozitivului sunt: fazele operației, mașina-unealtă utilizată, sculele utilizate, regimul de așchiere, forțele de așchiere.
Faza operației este găurire. Operația se realizează într-o singura faza.
Mașina unealtă utilizată: prelucrarea se realizează pe o mașină de găurit G 25 cu următoarele caracteristici:
• Cursa maximă a axului principal: 224 mm ;
• Conul axului principal: Morse nr.4 ;
• Distanța dintre axul burghiului și coloană 315 mm ;
• Distanța maximă dintre masă și partea frontală a axului principal 710 mm ;
• Distanța maximă dintre placa de bază și partea frontală a axului 1120 mm;
• Suprafața mesei 435 x 530 mm ;
• Numărul de canale și dimensiunea lor: 3 canale paralele T12 STAS 1385: 1995 ;
• Suprafața plăcii de bază 560 x 560 mm ;
• Numărul de canale pe placă: 2 canale T18 STAS 1385: 1995 ;
• Gama de turații: 40, 56, 80, 112, 160, 224, 315, 450, 630, 900, 1250, 1800 rot/min ;
• Gama de avansuri: 0,10; 0,13; 0,19; 0,27; 0,38; 0,53; 0,75; 1,06; 1,5 .
• Puterea motorului principal: 3 kW .
Adaosul de prelucrare pe rază este:
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.