
A. Stabilirea datelor necesare proiectării dispozitivului
A.1. Proprietăţile mecanice ale materialului piesei de prelucrat
Materialul piesei “BUCŞĂ” este OLC 15 STAS 880-80.
Oţelurile carbon de calitate sunt oţeluri nealiate, obţinute printr-o elaborare îngrijită şi cu un grad de purificare chimică ridicat. La aceste oţeluri se garantează atât compoziţia chimică cât şi caracteristicile mecanice. Ele se folosesc în mod obişnuit tratate termic prin cementare sau îmbunătăţire, în construcţii mecanice supuse la solicitări mari.
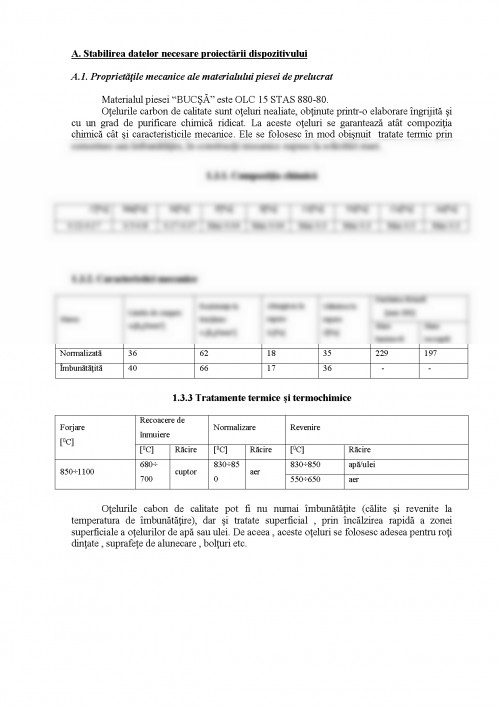
1.3.1. Compoziţia chimică
C[%] Mn[%] Si[%] P[%] S[%] Cr[%] Ni[%] Cu[%] As[%]
0.12-0.17 0.5-0.8 0.17-0.37 Max 0.04 Max 0.04 Max 0.3 Max 0.3 Max 0.3 Max 0.3
1.3.2. Caracteristici mecanice
Starea Limita de curgere
σ0[kgf/mm2] Rezistenţa la tracţiune
σ r[kgf/mm2] Alungirea la rupere
5[%] Gâtuirea la rupere
Z[%] Duritatea Brinell
[max HB]
Stare lamina-tă Stare recoaptă
Normalizată 36 62 18 35 229 197
Îmbunătăţită 40 66 17 36 - -
1.3.3 Tratamente termice şi termochimice
Forjare
[0C] Recoacere de înmuiere Normalizare Revenire
[0C] Răcire [0C] Răcire [0C] Răcire
850÷1100 680÷ 700 cuptor 830÷850 aer 830÷850 apă/ulei
550÷650 aer
Oţelurile cabon de calitate pot fi nu numai îmbunătăţite (călite şi revenite la temperatura de îmbunătăţire), dar şi tratate superficial , prin încălzirea rapidă a zonei superficiale a oţelurilor de apă sau ulei. De aceea , aceste oţeluri se folosesc adesea pentru roţi dinţate , suprafeţe de alunecare , bolţuri etc.
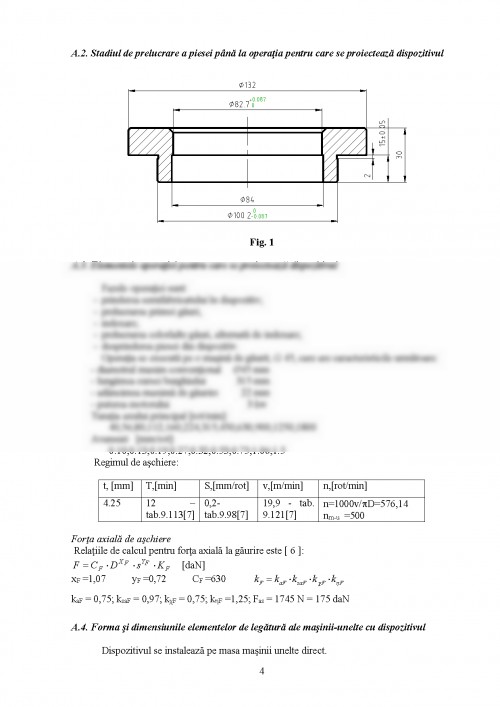
A.2. Stadiul de prelucrare a piesei până la operaţia pentru care se proiectează dispozitivul
Fig. 1
A.3. Elementele operaţiei pentru care se proiectează dispozitivul
Fazele operaţiei sunt:
- prinderea semifabricatului în dispozitiv;
- prelucrarea primei găuri;
- indexare;
- prelucrarea celorlalte găuri, alternată de indexare;
- desprinderea piesei din dispozitiv.
Operaţia se execută pe o maşină de găurit, G 45, care are caracteristicile următoare:
- diametrul maxim convenţional Ø45 mm
- lungimea cursei burghiului 315 mm
- adâncimea maximă de găurire 22 mm
- puterea motorului 3 kw
Turaţia axului principal [rot/min]:
40;56;80;112;160;224;315;450;630;900;1250;1800
Avansuri [mm/rot]:
0.10;0.13;0.19;0.27;0.32;0.53;0.75;1.06;1.5
Regimul de aşchiere:
t, [mm] T,[min] S,[mm/rot] v,[m/min] n,[rot/min]
4.25 12 –tab.9.113[7] 0,2-tab.9.98[7] 19,9 - tab. 9.121[7] n=1000v/D=576,14
nm-u =500
Forţa axială de aşchiere
Relaţiile de calcul pentru forţa axială la găurire este [ 6 ]:
[daN]
xF =1,07 yF =0,72 CF =630
kaF = 0,75; ksaF = 0,97; kχF = 0,75; kηF =1,25; Fas = 1745 N = 175 daN
A.4. Forma şi dimensiunile elementelor de legătură ale maşinii-unelte cu dispozitivul
Dispozitivul se instalează pe masa maşinii unelte direct.
Acest gen de dispozitive trebuie să aibă o poziţie precisă pe masa maşinii, drept urmare placa de bază a fost prevăzută cu praguri în care s-au executat urechi pentru şuruburile de strângere (fig. 2).
Fig. 2
Poziţionarea dispozitivului pe masa maşinii unelte se face astfel: se introduce un dorn în arborele principal al maşinii unelte şi apoi, capătul opus se introduce în bucşa de ghidare a sculei din dispozitiv; după poziţionarea dispozitivului se introduc şuruburile pentru canalele T şi se fixează dispozitivul pe masa maşinii unelte.
Dimensiunile elementelor de strângere, centrare şi orientare se aleg funcţie de dimensiunile canalelor T ale mesei maşinii, specifice tipului maşinii alese pentru prelucrare, conform celor arătate anterior.
Strângerea dispozitivului pe masa maşinii se face cu ajutorul şuruburilor pentru canale T , STAS 1386-70 şi a piuliţelor înalte, STAS 2097-51 (fig. 3).
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.