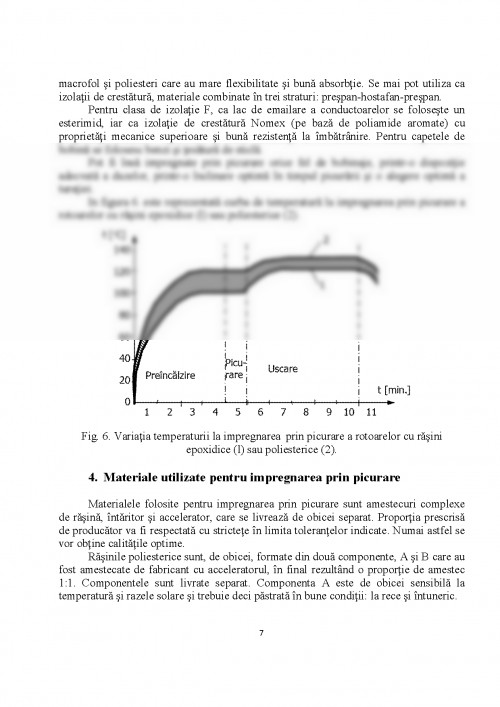

Tehnologia de impregnare a bobinelor
Impregnarea bobinelor constă în umplerea cu lac electroizolant a porilor izolaţiei
si a golurilor ocupate de aer în bobinaj. Prin impregnarea bobinelor cu răsini electroizolante,se obţine:
– mărirea conductibilităţii si stabilităţii termice prin umplerea golurilor de aer cu
compoziţia de impregnare care se solidifică;
– mărirea stabilităţii la umezeală, în special la bobinele cu conductori izolaţi cu
fibre vegetale (bumbac, mătase) prin umplerea porilor izolaţiei neimpregnate;
– mărirea rigidităţii dielectrice a ansamblului, prin acelasi efect de umplere a
golurilor dintre spire;
– mărirea rezistenţei mecanice a bobinei, eliminând posibilitatea deplasării spirelor
si straturilor, precum si distrugerea izolaţiei prin frecare, ca urmare a trepidaţiilor sau a
eforturilor electromagnetice.
Dintre materialele folosite al impregnare se enumără:
Compoundurile, care sunt amestecuri de substanţe izolante (răsini, bitumuri)
care trec în stare lichidă prin încălzire; întărirea se face la răcirea compoundului topit.
Sunt si compounduri ce se întăresc la temperatura ambiantă prin polimerizare.
Pentru a oferi compoundurilor caracteristicile necesare (conductivitatea termică
ridicată, parametrii electrici corespunzători) se adaugă în compoziţia lor praf de siliciu,
talc etc. Compoundurile pot fi de umplere si de impregnare.
Cele de umplere se utilizează pentru umplerea a numeroase cavităţi, spaţii dintre piese, pentru protejarea izolaţiei împotriva umidităţii, pentru cresterea tensiunii de străpungere, pentru îmbunătăţirea transmisiei de căldură.
Lacurile sunt dizolvanţi coloidali ai răsinilor, bitumurilor sau uleiurilor de
uscare si sunt formate din cca 40% masă solidă si cca 60% solvent lichid. La uscarea
lacului se evaporă solventul iar baza lacului (răsina) trece în stare solidă polimerizată,
formând o peliculă subţire de lac.
Lacurile pot fi: de impregnare (pentru impregnarea izolaţiei solide: fibroase,
hârtie, carton, ţesătură, izolaţia înfăsurării bobinelor), de acoperire (pentru formarea
unei pelicule rezistente mecanic, netedă si lucioasă, stabilă la umiditate), de lipire
(folosită pentru lipirea materialelor electroizolante solide sau pentru lipirea acestora de
metale; cu excepţia unei bune aderenţe, trebuie să aibă proprietăţi izolante si
higroscopicitate corespunzătoare).
1. Procesul tehnologic de impregnare
Procesul tehnologic de impregnare comportă uscarea preliminară, impregnarea propriu-zisă si uscarea pieselor impregnate. Tehnologia impregnării se concretizează în funcţie de forma si dimensiunile bobinelor de impregnat, de natura izolaţiei, a mediului de funcţionare si a răsini de impregnat alese, stabilindu-se numărul si regimul corespunzător fiecărei impregnări.
Uscarea bobinelor se face înainte de impregnare, pentru îndepărtarea umidităţii,
a cărei existenţă împiedică pătrunderea completă a compoziţiei de impregnare în porii
izolaţiei, iar după impregnare, prin uscare, se îndepărtează solvenţii lacului utilizat, sau se asigură prin polimerizare întărirea răsinii utilizate. Pentru ambele operaţiei de uscare se întrebuinţează, de obicei, aceleasi instalaţii. Uscarea prealabilă se poate face în vid,în autoclave la temperaturi de 80-100 °C, timp de 0,5-2 ore, funcţie de dimensiunile si construcţia bobinelor sau în cuptoare tunel, cu circulaţia de aer cald la temperaturi de 110-130 °C, timp de 1,5-3 ore, funcţie de aceeasi factori ca la uscarea în vid. Uscarea bobinelor impregnate, când are loc procesul de polimerizare al materialului de impregnare, se poate efectua la temperaturi cuprinse între 100 si 160 °C, funcţie de
tipul compoziţiei de impregnare, conform prescripţiilor producătorului.
Timpul de uscare la cuptoare a bobinelor impregnate, variind de la câteva
secunde la câteva zeci de ore, depinde de următorii factori:
– temperatura din cuptorul de uscare:
– viteza si volumul schimbului de aer;
– construcţia si dimensiunile bobinelor;
– proprietăţile compoziţiei de impregnare.
Utilizând impregnarea cu răsină epoxidică Aradit-MY-745, timpul de uscare
(polimerizare) a răsinii este de 16 ore la temperatura de 100 °C, respectiv de 10 ore
pentru uscarea la temperatura de 120 °C.
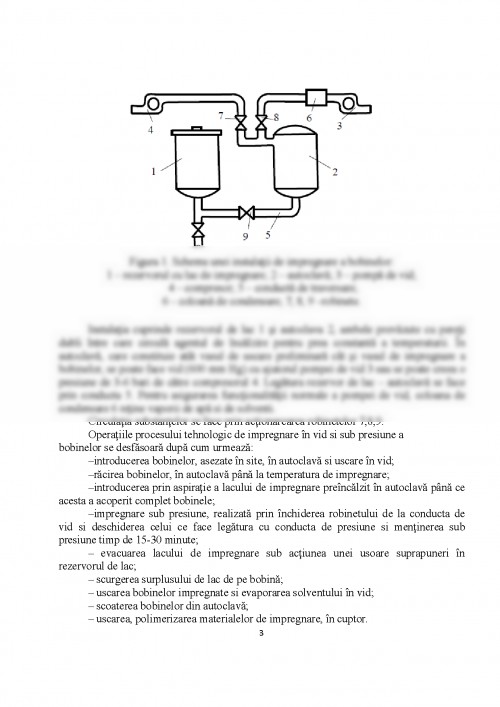
Procesele de impregnare a bobinelor cu lacuri si răsini electroizolante se
clasifică în:
– impregnarea la presiune atmosferică (prin imersiune);
– impregnarea în vid;
– impregnare în vid si sub presiune.
Impregnarea prin imersiune (scufundare) a bobinei în baia deschisă cu lac de
impregnare nu se foloseste decât după operaţii anterioare de impregnare, la operaţii de
acoperire. Durata de menţinere a bobinajelor în vasul de impregnare este de 10-30
minute, fiind considerată terminată după ce încetează complet degajarea bulelor de aer
la suprafaţa lacului electroizolant.
Impregnarea în vid asigură scoaterea umidităţii si aerului din ansamblul de
impregnat si umplerea completă a golurilor cu compoziţia de impregnare. Combinarea
procesului de impregnare în vid cu impregnarea sub presiune micsorează durata
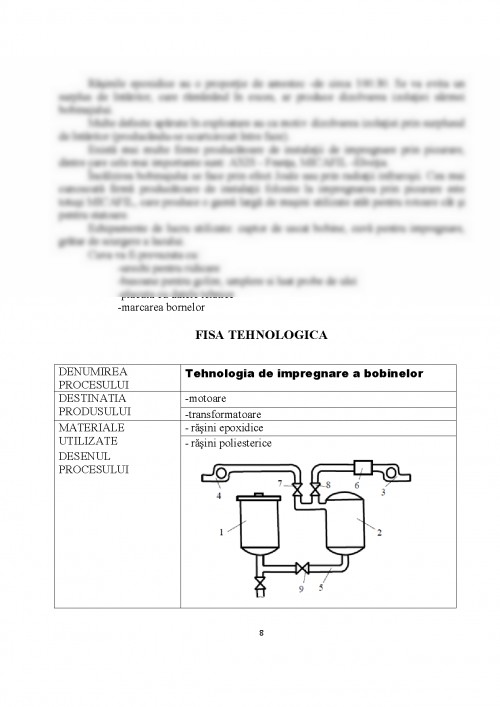
ciclului, mărind productivitatea procesului tehnologic de impregnare. Schema unei
instalaţii de impregnare în vid si sub presiune este prezentată în figura 1.
UNIVERSITATEA LUCIAN BLAGA DIN SIBIU
FACULTATEA DE INGINERIE “HERMANN OBERTH”
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.