

la
TEHNOLOGIA DEFORMARILOR PLASTICE
1. ENUNTUL TEMEI
Sa se proiecteze tehnologia si echipamentul tehnologic necesar pentru executia prin deformare plastica la cald a reperului < CORP DE DISTRIBUTIE> un lot anual de 25.000 bucati.
Defonmarea plastica se va realiza pe: ciocan matritor
2. CUPRINSUL MEMORIULUI JUSTIFICATIV
A. Studiu asupra particularitatilor tehnologiei propuse, cu sublinierea aspectelor tehnice si economice si propuneri de eventuale alte variante tehnologice pentru realizarea reperului.
B. Intocmirea desenului de piesa deformata plastic.
B.1. Stabilirea grapei de forma si a clasei de precizie a piesei(cf. STAS1299-86 ) B.2. Calculul masei piesei finite.
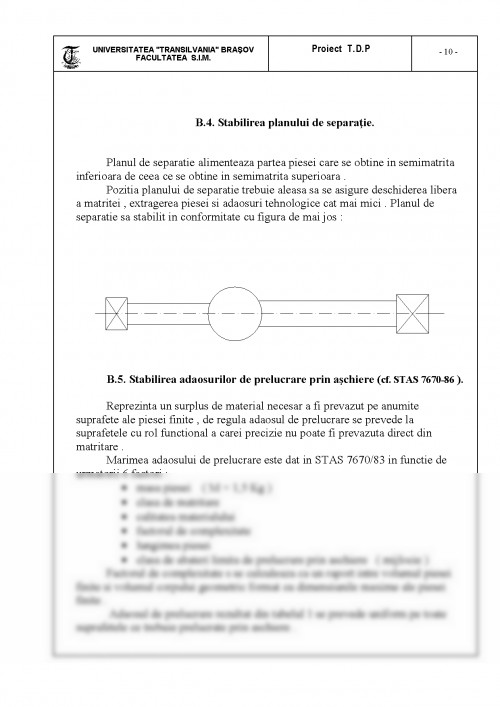
B.3. Stabilirea clasei de precizie functie de masa piesei si lotul anual de piese. B.4. Stabilirea planului de separatie.
B.5. Stabilirea adaosurilor de prelucrare prin aschiere ( cf. STAS 7670-86 ).
B.6. Stabilirea adaosurilor tehnologice (cf. STAS 7670-86 ).
B.7. Stabilirea tolerantelor dimensionale (cf. STAS 7670-86).
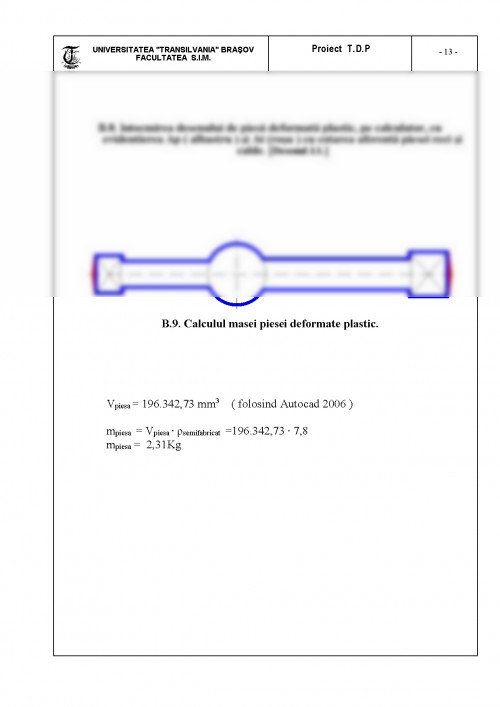
B.8. intocmirea desenului de piesa deformata plastic, pe calculator, cu evidentierea Ap ( albastru ) si At (rosu ) cu cotarea aferenta piesei reci si calde. [Desenul 3.1.]
B.9. Calculul masei piesei deformate plastic.
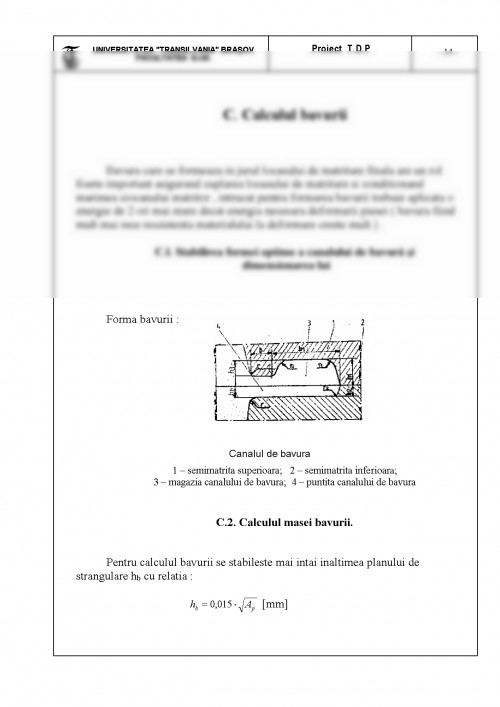
C.Calculul bavurii
C.l. Stabilirea formei optime a canalului de bavura si dimensionarea lui. C.2. Calculul masei bavurii.
D. Stabilirea fazelor de deformare necesare pentru realizarea piesei
D.1. Construirea semifabricatului teoretic si a epurei sectiunilor
D.2. Construirea semifabricatului mediu si a epurei lui
D.3. Determinarea erorilor intre calculele analitice si constructia grafica a epurei
referitoare la volumul piesei si al bavurii ( eroare max. admisa 5% )
D.4. Stabilirea fazelor de deformare (calcului coef. a, ?, k ).
E. Stabilirea dimensiunilor semifabricatului initial
E.1. Stabilirea ariei sectiunii transversale a semifabricatui initial si alegerea din STAS a unui laminat standardizat.
E.2. Stabilirea volumului semifebricatului initial.
E.3. Stabilirea lungimii semifabricatului initial,
E.4. Debitarea semifabricatului initial. Justificare
F. Incalzirea semifabricatului initial
F.1. Alegerea metodei de incalzire si a utilajului adecvat. Justificare economica.
F.2. Calculul timpului necesar incalzirii si constructia diagramei de incalzire
G.Calculul si alegerea utilajelor necesare executiei piesei
G.1.Calculul fortei necesare debitarii si alegerea presei de debitare
G.2.Calculul fortei necesare deformarii plastice si alegerea marimii utilajului
G.3.Calculul fortei necesare debavurarii si alegerea presei de debavurare
H.Proiectarea sculelor necesare executiei piesei
H.1.Proiectarea sculelor de debitare
H.2.Proiectarea sculelor de deformare plastica
H.3.Proiectarea sculelor de debavurare
I.Stabilirea operatiilor ulterioare deformarii plastice
I.1.Stabilirea t.t.primar si trasarea diagramei [ t=f (T) ]
I.2.Stabilirea modului de curatire al piesei
I.3.Controlul tehnic de calitate al piesei
J.Intocmirea planului centralizat de operatii
K.Analiza defectelor de deformare plastica care apot aparea in procesul de matritare. Masuri de prevenire si inlaturare ale defectelor.
L.Calculul pretului de cost al piesei matritate
L.1.Costul materialului
L.2.Costul manoperei
L.3.Alte costuri
M.Bibliografia utilizata
3.DESENE
3.1.Desenul de piesa finita
3.2.Desenul de piesa def.plastic (rece si calda)
3.3.Desenul fazelor de deformare plastica
3.4.Desenul de ansamblu al matritei
3.5.Desenul de ansamblu al stantei de debavurare
3.6.Desene de executie
1. ENUNTUL TEMEI
Sa se proiecteze tehnologia si echipamentul tehnologic necesar pentru executia prin deformare plastica la cald a reperului < CORP DE DISTRIBUTIE> un lot anual de 25.000 bucati.
Defonmarea plastica se va realiza pe: ciocan matritor
2. CONTINUTUL MEMORIULUI JUSTIFICATIV:
A. Studiu asupra particularitatilor tehnologiei propuse, avantajele si dezavantajele sale fata de alte procedee de prelucrare plastica si eventualele propuneri, justificate tehnic si economic de alte variante de deformare.
[ 1 ] Popa Alexandru - "Tehnologia deformarilor plastice", curs, vol. II, 1985
[ 2 ] Popa Alexandru - "Forjare, matritare, extrudare", curs, Brasov, 1994
[ 3 ] Munteanu Alexandru - "Indrumar de proiectare tehnologia tratamentelor termice", Brasov, 1980
[ 4 ] Chirita si colectivul - "Matritarea la cald a metalelor", Editura Tehnica, Bucuresti, 1968
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.