
Studiu tehnico-economic privind proiectarea procesului de productie si a unui echipament tehnologic pentru produsul ARBORE pentru CUPLA MAGNETICA
Date generale
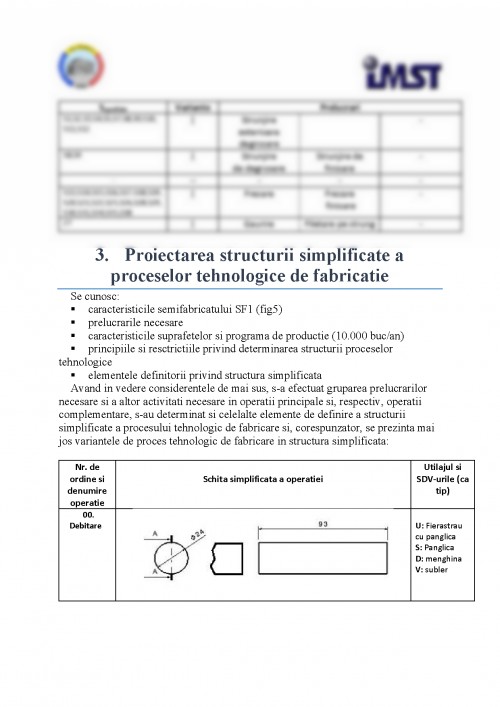
- Produs: Arbore
- Programa de productie: 1 buc
- Unitatea de productie: SmartENG
- Obiectiv principal: Introducerea unei noi tehnologii
- Fond real de timp:
- Cerinta economica: cost minim
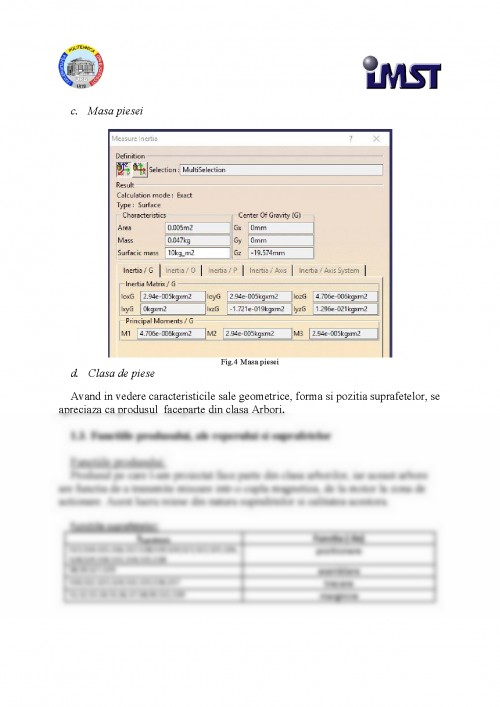
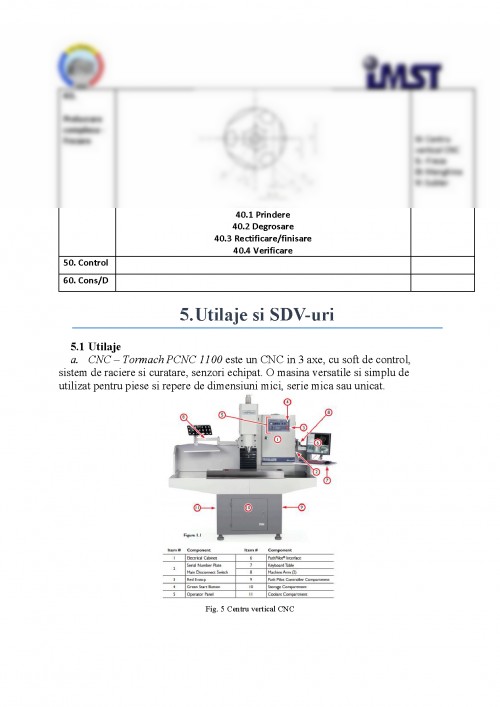
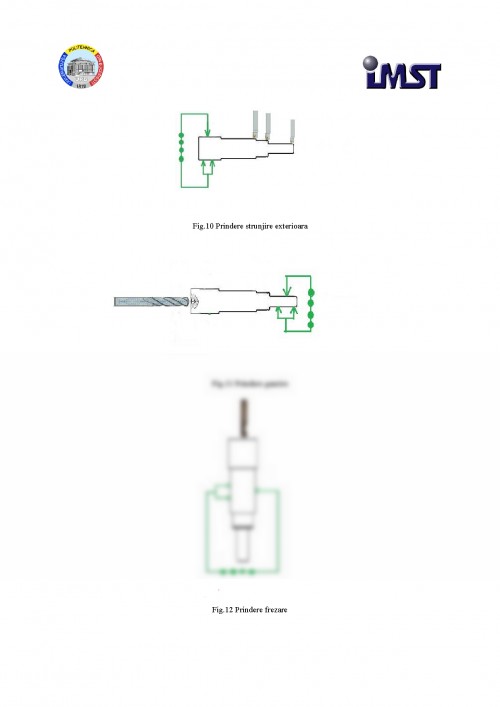
Fig.1 Model 3D
Fig. 2 Cote piesa
1. Analiza constructiva functional-tehnologica
1.1 Schite constructive ale produsului
Se noteaza suprafetele ce vor fi prelucrate mecanic, in vederea analizei suprafetelor. Se descompune piesa in suprafetele simple ce o delimiteaza in spatiu (plane, cilindrice, conice, elicoidale, evolventrice, cicloidale etc.) Suprafetele se delimiteaza pornind de la o axa sau o suprafata de dimensiuni maxime intr-o anumita ordine.
Fig. 3 Numerotare suprafete
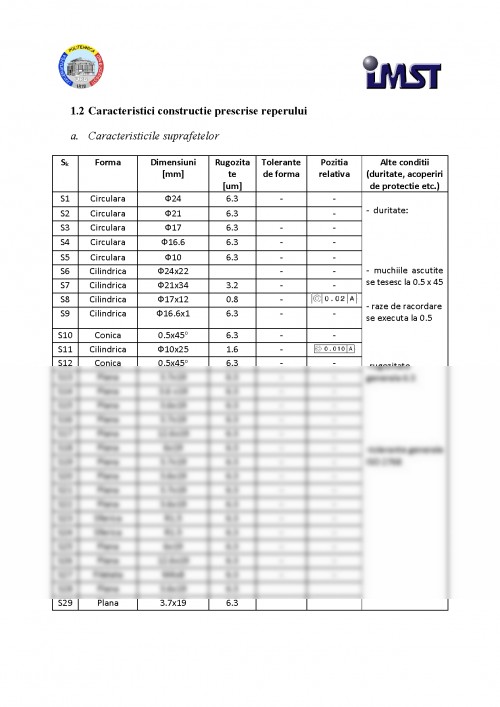
1.2 Caracteristici constructie prescrise reperului
a. Caracteristicile suprafetelor
Sk
Forma
Dimensiuni
[mm]
Rugozitate
[um]
Tolerante de forma
Pozitia relativa
Alte conditii (duritate, acoperiri de protectie etc.)
S1
Circulara
Ф24
6.3
-
-
- duritate:
- muchiile ascutite se tesesc la 0.5 x 45
- raze de racordare se executa la 0.5
-rugozitate generala 6.3
-tolerante generale ISO 2768
S2
Circulara
Ф21
6.3
-
S3
Circulara
Ф17
6.3
-
-
S4
Circulara
Ф16.6
6.3
-
-
S5
Circulara
Ф10
6.3
-
-
S6
Cilindrica
Ф24x22
-
-
S7
Cilindrica
Ф21x34
3.2
-
-
S8
Cilindrica
Ф17x12
0.8
-
S9
Cilindrica
Ф16.6x1
6.3
-
-
S10
Conica
0.5x45o
6.3
-
-
S11
Cilindrica
Ф10x25
1.6
-
S12
Conica
0.5x45o
6.3
-
-
S13
Plana
3.7x19
6.3
-
-
S14
Plana
3.6 x19
6.3
-
-
S15
Plana
3.6x19
6.3
-
-
S16
Plana
3.7x19
6.3
-
-
S17
Plana
12.6x19
6.3
-
-
S18
Plana
6x19
6.3
-
-
S19
Plana
3.7x19
6.3
-
-
S20
Plana
3.6x19
6.3
-
-
S21
Plana
3.7x19
6.3
-
-
S22
Plana
3.6x19
6.3
-
-
S23
Sferica
R1.5
6.3
-
-
S24
Sferica
R1.5
6.3
-
-
S25
Plana
6x19
6.3
-
-
S26
Plana
12.6x19
6.3
-
-
S27
Filetata
M4x8
6.3
-
-
S28
Plana
3.6x19
6.3
S29
Plana
3.7x19
6.3
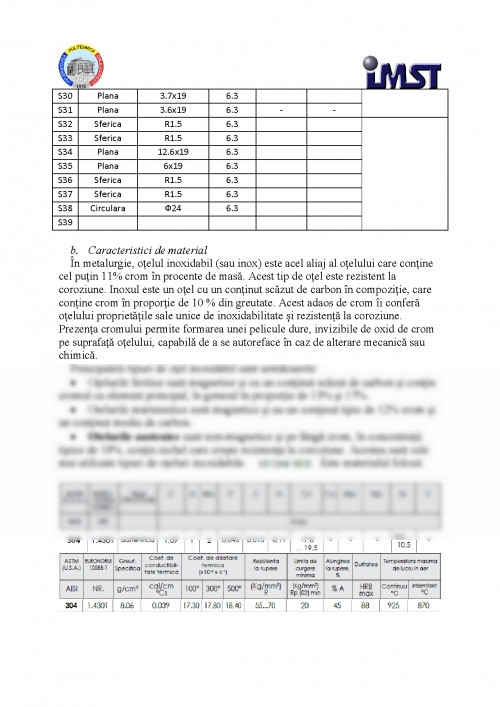
b. Caracteristici de material
În metalurgie, oțelul inoxidabil (sau inox) este acel aliaj al oțelului care conține cel puțin 11% crom în procente de masă. Acest tip de oțel este rezistent la coroziune. Inoxul este un oțel cu un conținut scăzut de carbon în compoziție, care conține crom în proporție de 10 % din greutate. Acest adaos de crom îi conferă oțelului proprietățile sale unice de inoxidabilitate și rezistență la coroziune. Prezența cromului permite formarea unei pelicule dure, invizibile de oxid de crom pe suprafață oțelului, capabilă de a se autoreface în caz de alterare mecanică sau chimică.
Principalele tipuri de oțel inoxidabil sunt următoarele:
- Oțelurile feritice sunt magnetice și cu un conținut scăzut de carbon și conțin cromul ca element principal, în general în proporție de 13% și 17%.
- Otelurile martensitice sunt magnetice și au un conținut tipic de 12% crom și un conținut mediu de carbon.
- Otelurile austenice sunt non-magnetice și pe lângă crom, în concentrații tipice de 18%, conțin nichel care crește rezistența la coroziune. Acestea sunt cele
mai utilizate tipuri de oțeluri inoxidabile.
Este materialul folosit
[1] Oprean,A. ş.a. Bazele aşchierii şi generării suprafeţelor. Bucureşti, Ed.Didactică şi pedagogică, 1981.
[2] Şteţiu, G. Lăzărescu, I, Oprean, C. şi Şteţiu, M. Teoria şi practica sculelor aşchietoare. Sibiu, Editura universităţii , vol.I, II, III, 1994.
[3] * * * STAS 6599/2-88 Aşchiere şi scule aşchietoare. Relaţii de calcul pentru transformarea unghiurilor părţii aşchietoare.
[4] Deacu,L., Kerekes, L., Julean, D. şi Cărean, M. Bazele aşchierii şi generării suprafeţelor. Cluj-Napoca, Universitatea tehnică,1992.
[5] David Roșca, Mașini unelte și prelucrari prin așchiere
[6] Prelucrarea prin frezare http://www.scribd.com/doc/100424639/Prelucrarea-Prin-Frezare
[7] Prelucrari mecanice prin aschiere http://www.scribd.com/doc/100904112/Prelucrari-Mecanice-Prin-Aschiere
[8] Amza, Gh. ş.a. Aşchierea şi microaşchierea materialelor Bucureşti, Ed. Bren, 2000.
[9] Principalele procedee de prelucrare prin aschiere http://www.scribd.com/doc/48426799/Principalele-Procedee-de-Prelucrare-Prin-Aschiere1
[10] Ioan lungu , Tehnologii și sisteme de prelucrare , Editura Ovidius University Press, 2005
[11] Google Patents https://www.google.ro/?tbm=pts&gws_rd=cr&ei=jvywVMnoOomtU-bLg4gJ
[12] Milling machine operations , Course The Army Institute for Professional Development
[13] http://coroguide.sandvik.coromant.com/
[14 ]CoroGuide 2.0
[15] http://www.kueryosteel.ro/submenu_images/Produse_Otel_Divizia_Otel_Inoxidabil_KueryoSteel.pdf
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.