
1 Introducere
1.1 Definitia betonului precomprimat
Betonul precomprimat este un beton cu eforturi initiale de compresiune.
Motivul introducerii eforturilor initiale de compresiune este rezistenta slaba la
intindere betonului. Din aceasta cauza elementele de beton armat sunt fisurate sub actiunea
solicitarilor (in special a momentelor incovoietoare) date de incarcarile de serviciu (Mfiss <
ME. Consecintele sunt :
- slaba rigiditate (rigiditatea in stare fisurata este circa 30din cea in stare
nefisurata) ;
- cresterea deformatiilor (sage,tilor) ;
- coroziunea armaturilor este favorizata ;
- cresterea permeabilitatii (importanta in cazul rezervoarelor).
Trebuie deci evitata sau cel putin limitata fisurarea, si solutia este precomprimarea
(vezi Figura 1.1).
Figura 1.1 - Starea de eforturi pe sectiune sub actiunea unui moment incovoietor si a
precomprimarii
Doua definitii ale betonului precomprimat, date de inventatorul sau si de unul din
profesorii de beton precomprimat renumiti din anii 1950 :
<< In nici un caz, betonul precomprimat nu este beton armat ameliorat. El nu are cu betonul
armat nici o frontieracomuna. >>
E. FREYSSINET
<< In grinda de beton precomprimat, otelul nu este o armatura, este o forta. >>
Y. GUYON
1.2 Procedee de precomprimare
Pocedeele de precomprimare pot fi clasificate in doua categorii principale :
- precomprimarea prin preintinderea armaturilor ;
- precomprimarea prin postintinderea armaturilor.
Precomprimare
totala
ME
eop
P
-
-
+
+ =
- - -
ou ou
Precomprimare
partiala
Precomprimare Incovoiere
8 Introducere
8
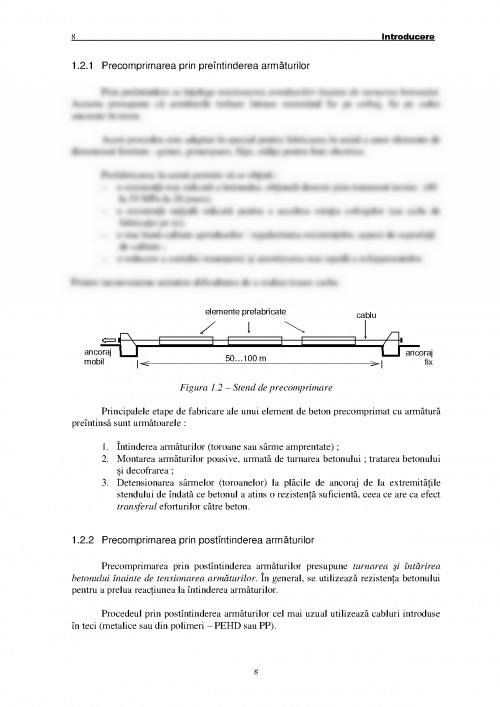
1.2.1 Precomprimarea prin preintinderea armaturilor
Prin preintindere se intelege tensionarea armaturilor inainte de turnarea betonului.
Aceasta presupune ca armaturile trebuie intinse rezemand fie pe cofraj, fie pe culee
ancorate in teren.
Acest procedeu este adaptat in special pentru fabricarea in uzina a unor elemente de
dimensiuni limitate : grinzi, grinzisoare, fasii, stalpi pentru linii electrice.
Prefabricarea in uzina permite sa se obtina :
- o rezistenta mai ridicata a betonului, obtinuta deseori prin tratament termic (40
la 55 MPa la 28 jours);
- o rezistenta initiala ridicata pentru a accelera rotatia cofrajelor (un ciclu de
fabricatie pe zi);
- o mai buna calitate aproduselor : regularitatea rezistentelor, aspect de suprafata
de calitate ;
- o reducere a costului manoperei si amortizarea mai rapida a echipamentelor.
Printre inconveniene amintim dificultatea de a realiza trasee curbe.
Figura 1.2 - Stend de precomprimare
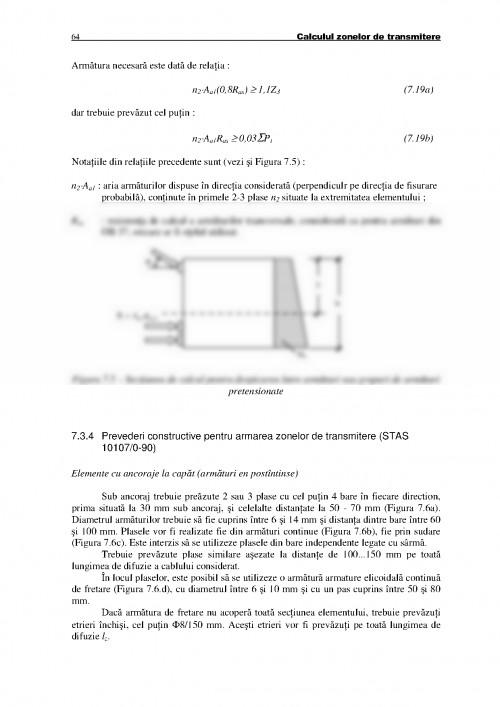
Principalele etape de fabricare ale unui element de beton precomprimat cu armatura
preintinsa sunt urmatoarele :
1. Intinderea armaturilor (toroane sau sarme amprentate) ;
2. Montarea armaturilor poasive, urmata de turnarea betonului ; tratarea betonului
si decofrarea ;
3. Detensionarea sarmelor (toroanelor) la placile de ancoraj de la extremitatile
stendului de indata ce betonul a atins o rezistenta suficienta, ceea ce are ca efect
transferul eforturilor catre beton.
1.2.2 Precomprimarea prin postintinderea armaturilor
Precomprimarea prin postintinderea armaturilor presupune turnarea si intarirea
betonului inainte de tensionarea armaturilor. In general, se utilizeaza rezistenta betonului
pentru a prelua reactiunea la intinderea armaturilor.
Procedeul prin postintinderea armaturilor cel mai uzual utilizeaza cabluri introduse
in teci (metalice sau din polimeri - PEHD sau PP).
50...100 m
ancoraj
mobil
ancoraj
fix
elemente prefabricate cablu
Introducere 9
Avantajele procedeului sunt :
- Posibilitatea de a realiza precomprimarea pe santier, fara a construi culee sau
cofraje autoportante costisitoare ;
- Posibilitatea de a realiza elemente prin asamblarea cu ajutorul precomprimarii a
unor boltari prefabricati ;
- Posibilitatea de a realiza cu usurinta trasee curbe.
Printre inconveniente aminitim consumul de piese metalice (ancoraje) si necesitatea
de a injecta un lapte de ciment in teaca pentru a proteja armaturile impotriva coroziunii.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.