Masinile unelte sunt folosite la prelucrarea metalelor prin aschiere.
Termenul tehnic de masina unealta defineste o masina de lucru care realizeaza un proces tehnologic de prelucrare prin aschiere.
Ca urmare, masina unealta este o masina de lucru utilizata pentru generarea suprafetelor prin aschiere, in anumite conditii de precizie dimensionala, calitatea suprafetei si productivitate. Conditiile de precizie dimensionala si calitate a suprafetei conduc la masini unelte constructiv diferite, chiar daca suprafetele generate sunt identice ca forma.
Varietatea mare a formelor si dimensiunilor pieselor folosite in constructia de masini, aparate, utilaje si instalatii tehnologice, precum si diversitatea de materiale din care acestea sunt confectionate, conditiile impuse privind precizia dimensionala si calitatea suprafetelor prelucrate prin aschiere, cat si volumul de piese identice care se cer confectionate intr-o anumita perioada de timp, a reclamat proiectarea si realizarea unei mari diversitati de masini unelte.
Astfel, actualmente in lume industria specializata in constructia de masini unelte produce o paleta larga de masini diferind intre ele prin scop, capacitate de aschiere, precizie, marime, grad de automatizare, etc.
Performantele impuse masinilor unelte sunt intr-o dinamica permanenta, schimbandu-se calitativ si cantitativ in fiecare an.
Principalele criterii de performanta de care trebuie tinut cont la masini unelte sunt capacitatea de productie, siguranta si simplitatea exploatarii, precizia de prelucrare, dependabilitatea in fabricatie si intretinere, costurile de productie, atat la fabricatia masinii cat si in exploatare, cantitatea de material incorporata si estetica masinii.
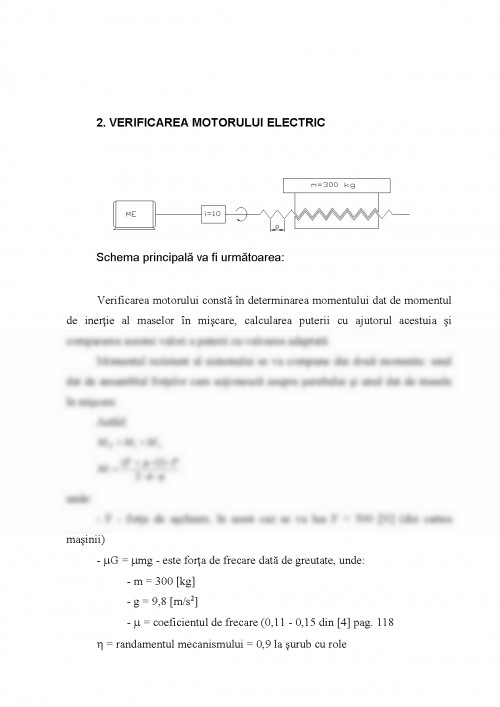
- o miscare principala, care poate fi circulara sau rectilinie si se caracterizeaza prin viteza de aschiere -. o miscare de avans care este realizata prin deplasarea continua sau intermitenta a piesei sau a sculei.
Masinile unelte pot fi clasificate astfel: dupa felul miscarii principale - masini unelte cu miscare principala circulara (strunguri, masini de gaurit, masini de frezat, masini de filetat, etc.
) - masini unelte cu miscare principala rectilinie (masini de rabotat, masini de mortezat, etc.
) dupa felul miscarii de avans - masini unelte cu avans continuu (strunguri) - masini unelte cu avans intermitent (masini de rabotat, masini de mortezat, sepinguri, etc.
) Dupa natura suprafetei de prelucrat (plana, cilindrica sau curba) distingem: masini pentru prelucrarea suprafetelor plane (masini de frezat, sepinguri, raboteze, morteze, masini de rectificat plan) masini pentru prelucrarea suprafete rotunde (strunguri, masini de rectificat rotund) masini pentru prelucrat gauri (masini de gaurit, masini de rectificat interior) masini pentru prelucrat filet (masini de frezat si rectificat filet) masini pentru taiat roti dintate (masini de frezat, masini de rabotat speciale, etc.
) masini pentru prelucrarea suprafetelor curbe (masini de copiat prin strunjire). In functie ...
ALBU A. - EXPLOATAREA MASINILOR - UNELTE, ED. DIDACTICA SI PEDAGOGICA, BUCURESTI 1983
BOTEZ E. - MASINI UNELTE, VOL. II, ED. TEHNICA, BUCURESTI 1980
BUZDUGAN GH. - "REZISTENTA MATERIALELOR", ED. TEHNICA, BUCURESTI 1970
CHISIU A. - ORGANE DE MASINI, ED. DIDACTICA SI PEDAGOGICA, BUCURESTI 1983
CRUDU I. - ATLAS REDUCTOARE CU ROTI DINTATE, ED. DIDACTICA SI PEDAGOGICA, BUCURESTI 1982
CSAKI - GANSZKI - IPSISTAS - MARTI - "TELYESITMENY ELECTRONIKA ALAPJAI", MUSZAKI KONYVKIADO, BUDAPEST 1976
COTETIU R. - ORGANE DE MASINI, VOL I, EDITURA ISO, BAIA MARE, 1999
COTETIU R. - ORGANE DE MASINI, VOL II, EDITURA ISOPRINT CLUJ NAPOCA 2002
DOBROTA V. - "REZISTENTA MATERIALELOR", ED. DIDACTICA SI PEDAGOGICA, BUCURESTI 1976
DRAGHICI I. - "INDRUMAR DE PROIECTARE IN CONSTRUCTIA DE MASINI", ED. TEHNICA, BUCURESTI 1981
HANDRA - LUCA V. - MECANISME, LITOGRAFIAT INSTITUTUL POLITEHNIC CLUJ - NAPOCA 1980
LOSKA P. - "KISTELJESITMENYU MOTOROK VEZERLESE", MUSZAKI KONYKIADO, BUDAPEST
LOBONTIU M. - BAZELE ELABORARII PROCESELOR TEHNOLOGICE ALE PRELUCRARII PRIN ASCHIERE, EDITURA UNIV. DE NORD, BAIA MARE, 1998
NASUI V. - PROIECTAREA VARIATOARELOR DE TURATII PENTRU MASINI UNELTE, EDITURA ISOPRINT CLUJ NAPOCA 2002
TUDOSE I. - "REZISTENTA MATERIALELOR", ED. DIDACTICA SI PEDAGOGICA, BUCURESTI 1981
MUTROFAN I. - "GENERATOARE DE IMPULSURI", ED. TEHNICA, BUCURESTI 1975
PASTRAV I. - "REZISTENTA MATERIALELOR", VOL. I SI II, LITOGRAFIAT INSTITUTUL POLITEHNIC CLUJ - NAPOCA 1979
PICOS C. - PROCEDEE TEHNOLOGICE DE PRELUCRARE MECANICA PRIN ASCHIERE, VOL I SI VOL II, ED. UNIVERSITAS, CHISINAU 1992
PICOS C. - NORMAREA TEHNICA PENTRU PROCEDEELE PRIN ASCHIERE, VOL I; II ED. TEHNICA BUCURESTI 1974
PRECUPETU P. - "DESEN TEHNIC INDUSTRIAL", ED. TEHNICA, BUCURESTI 1982
TIETZE U. , SCHEMU CH. - "ANALOG ES DIGITALIS ARAM KOROK" MUSZAKI KIADO, BUDAPEST 1976
WVO KELEMEN A. , CRIVU M. - "SISTEME DE REGLARE INCREMENTALA A POZITIEI", ED. TEHNICA, BUCURESTI 1980
VAIDA A. - PROIECTAREA MASINILOR - UNELTE, ED. DIDACTICA SI PEDAGOGICA, BUCURESTI 1980
I. P. R. S. BANEASA - CATALOG DE CIRCUITE INTEGRATE LINIARE
I. P. R. S. BANEASA - CATALOG DE CIRCUITE INTEGRATE DIGITALE
I. P. R. S. BANEASA - CATALOG DE DIODE SI TIRISTOARE
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.