schema tipica a diagramei de variatie a fortei in functie de cursa pistonului. Din diagrama se observa ca forta se modifica in timpul unui ciclu de extrudare.
Diagrama, prezentata in fig. 18, poate fi impartita in patru perioade [1]. Perioada a treia reprezinta perioada de stabilizare a procesului de extrudare si incepe odata cu iesirea semifabricatului extrudat prin profilul matritei, continuandu-se pana spre sfarsitul extrudarii.
In timpul perioadei a treia, in functie de calitatea lubrifiantului folosit, forta totala de extrudare poate sa creasca in continuare, sa scada sau sa se mentina constanta.
In perioada a patra, datorita reducerii inaltimii semifabricatului neextrudat, forta totala de extrudare incepe sa creasca brusc cresterea fiind cu atat mai intensa cu cat procesul de extrudare se apropie de sfarsit. Aceasta crestere a fortei totale de extrudare se datoreaza fortelor de frecare exterioara de pe suprafata frontala care influenteaza aproximativ in acelasi fel ca si in cazul refularii discurilor cu inaltime foarte mica.
Deosebirea consta numai in faptul ca la extrudare curgerea materialului are loc de la periferie spre centru, iar la refularea discurilor de la centru spre periferie.
Notand cu S forta necesara deformarii plastice a metalului in conditii de viteza si temperatura date, dar in conditiile starii de tensiune liniara, si cu Q cresterea fortei de deformare datorita trecerii de la starea de tensiune liniara la cea spatiala, forta totala de extrudare poate fi scrisa sub forma: Tinand seama ca atat valoarea termenului Q din ecuatie cat si neuniformitatea deformatiei depind de marimea fortelor de frecare exterioara rezulta ca pentru determinarea influentei acestor forte asupra neuniformitatii se poate folosi raportul: Evident ca cu cat raportul S/P este mai mare, adica mai aproape de valoarea unu, cu atat mai mica va fi influenta fortelor de frecare exprimata prin litera Q si in consecinta cu atat mai uniforma va fi deformarea materialului extrudat.
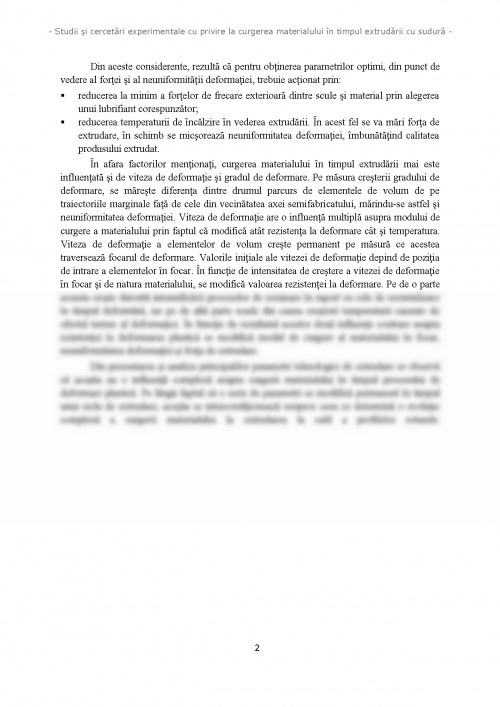
Din aceste considerente, rezulta ca pentru obtinerea parametrilor optimi, din punct de vedere al fortei si al neuniformitatii deformatiei, trebuie actionat prin: reducerea la minim a fortelor de frecare exterioara dintre scule si material prin alegerea unui lubrifiant corespunzator; reducerea temperaturii de incalzire in vederea extrudarii.
In acest fel se va mari forta de extrudare, in schimb se micsoreaza neuniformitatea deformatiei, imbunatatind calitatea produsului extrudat.
In afara factorilor mentionati, curgerea materialului in timpul extrudarii mai este influentata si de viteza de deformatie si gradul de deformare.
Pe masura cresterii gradului de deformare, se mareste diferenta dintre drumul parcurs de elementele de volum de pe traiectoriile marginale fata de cele din vecinatatea axei semifabricatului, marindu-se astfel si neuniformitatea deformatiei. Viteza de deformatie are o influenta multipla asupra modului de curgere a materialului prin faptul ca modifica atat rezistenta ...
CHELU GHEORGHE - "EXTRUDAREA METALELOR SI ALIAJELOR" - ED. BREN, BUCURESTI, 1999
POPESCU V. - "FORJAREA SI EXTRUDAREA METALELOR SI ALIAJELOR" - ED. DIDACTICA SI PEDAGOGICA, BUCURESTI, 1976
MANTEA ST. - "TEORIA SI PRACTICA TRATAMENTELOR TERMICE" - ED. TEHNICA, 1966
DOCUMENTATIE ALRO SLATINA
EUROPEAN ALUMINIUM ASSOCIATION ALUMINIUM: KEYS & FIGURES, 2005
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.