
Lucrarea de laborator nr.1
1. Cunoasterea operatiilor, a ştantelor şi matriţelor
1.1. Scopul lucrãrii.
Lucrarea are drept scop sã prezinte studentilor tipurile de matrite ce se folosesc în procesul de presare la rece si operatiile ce se pot executa cu ajutorul acestor matrite.
1.2. Materiale, tipuri de matrite, operatii.
1.2.1. Materiale utilizate în procesul presãrii la rece.
Semifabricatele destinate presãrii la rece se gãsesc în majoritatea cazurilor sub formã de table si benzi si mai rar sub formã de profile, toate fiind materiale metalice sub formã de aliaje feroase sau neferoase. Se mai utilizeazã si materiale nemetalice ca: hârtia, cartonul, prespanul si în ultimul timp masele plastice. Natura materialului se precizeazã în functie de conditiile tehnice impuse produsului ce urmeazã a fi realizat cum ar fi: rezistenta mecanicã, proprietãti termice, electrice, magnetice, anticorozive, greutate, etc, precum si functie de conditiile tehnologice legate de procesul de fabricatie.
Cele mai des utilizate dintre aceste semifabricate sunt: tabla neagrã, tablã pentru constructii metalice, tablã decapatã, benzi din otel, benzi si discuri de Cu, tablã din alamã, etc.
Toate aceste materiale sunt standardizate si se indicã: starea de livrare, gama de grosimi si recomandãri de utilizare
1.2.2. Operatiile ce se executã prin presare la rece.
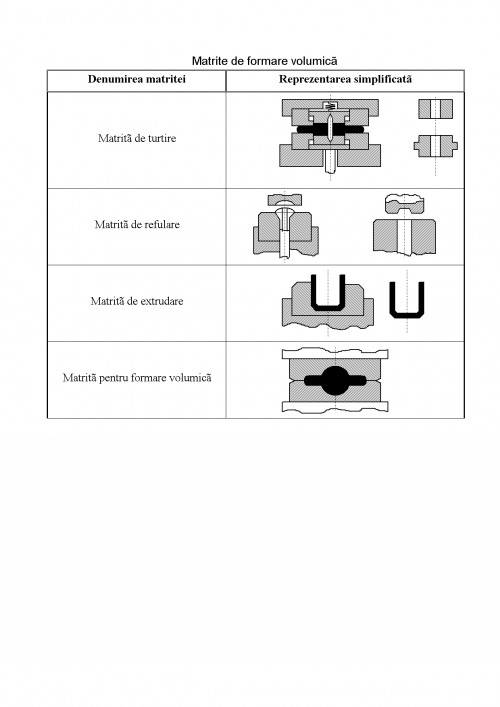
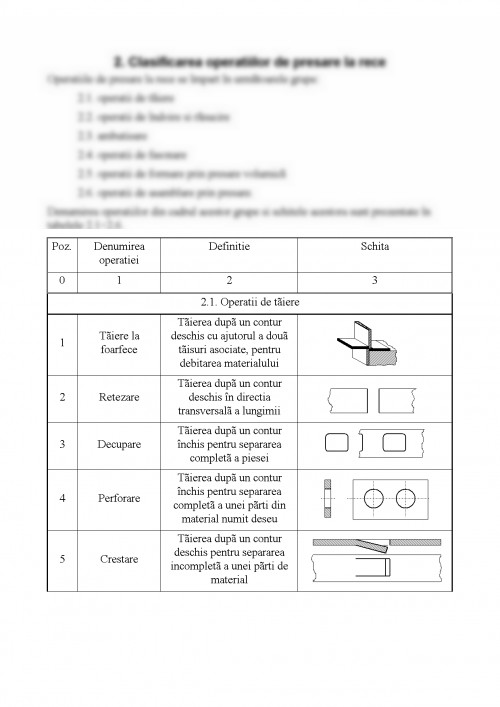
Operatiile de presare la rece se executã la o temperaturã inferioarã temperaturii de recristalizare a metalului sau aliajului respectiv, prin tãiere si deformare plasticã. Ele se împart în 2 mari grupe: a) operatii de stantare ce se practicã laminatelor subtiri prin tãiere si deformare plasticã; b) operatii de matritare aplicate pieselor masive prin deformare plasticã.
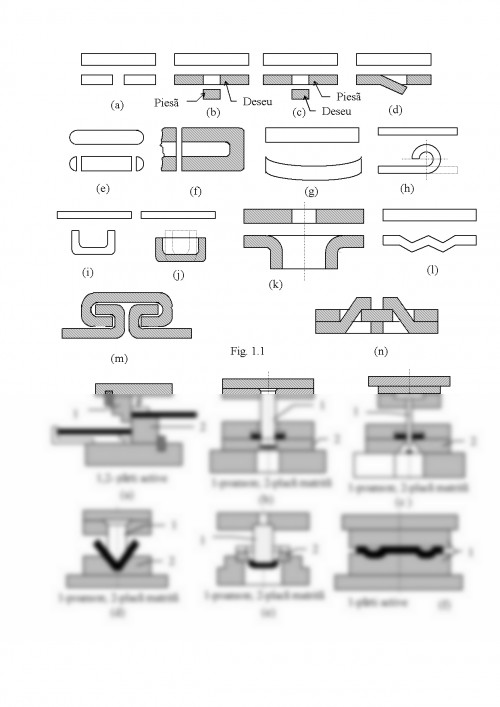
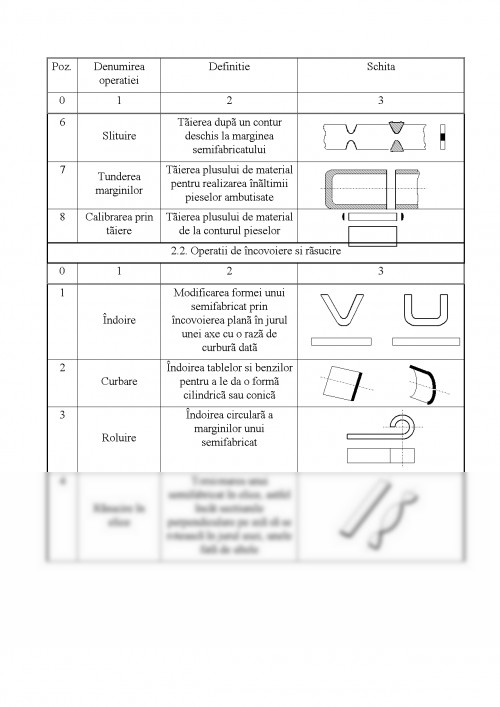
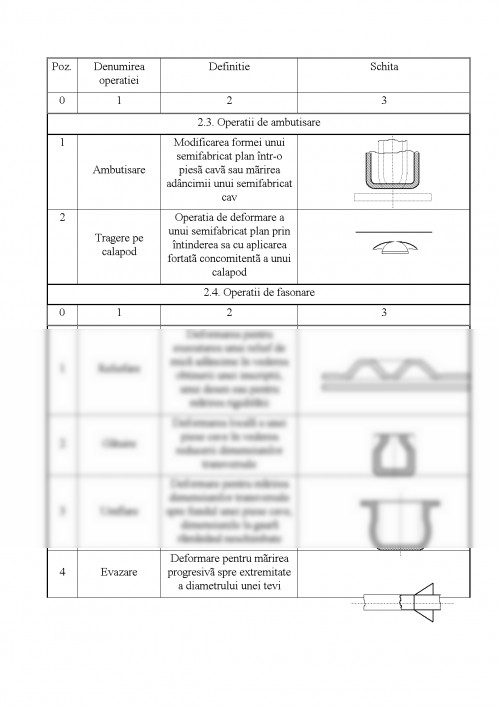
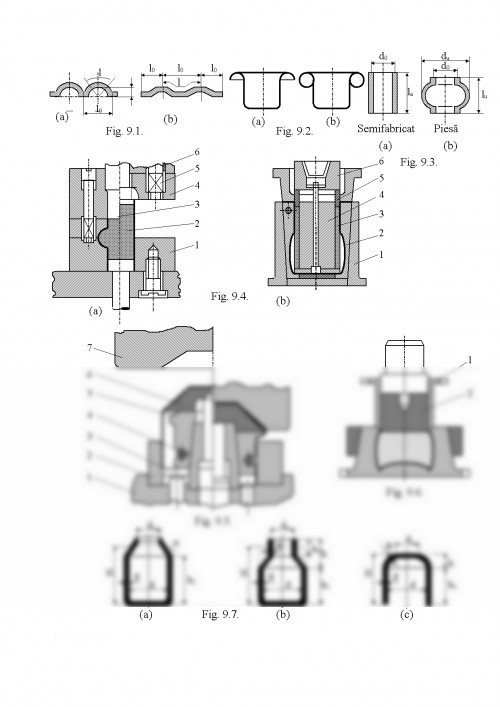
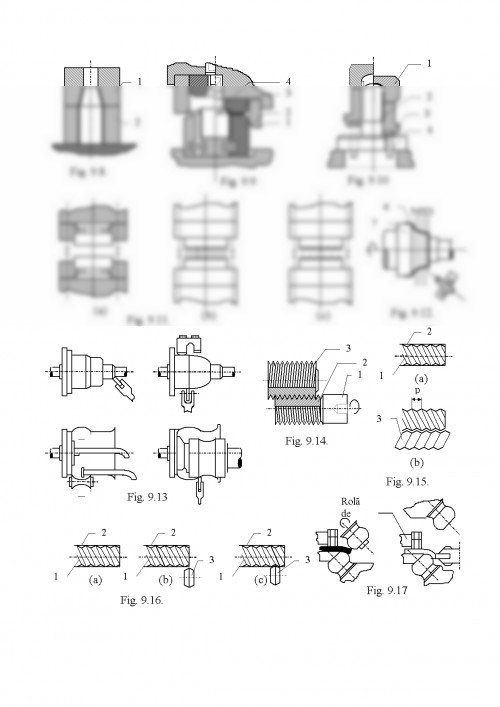
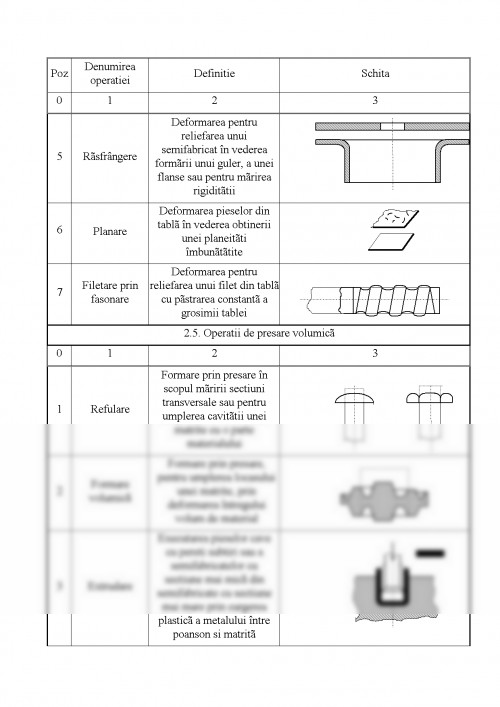
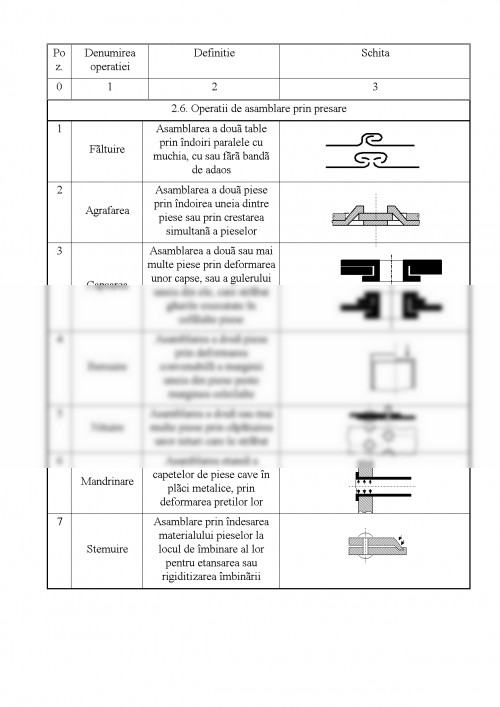
Principalele operatii ce se executã prin presare la rece si prezentate în fig. 1.1. sunt: fig. 1.1.a- tãierea (retezarea); b- decuparea; c- perforarea; d- crestarea; e- calibrarea prin tãiere (retezarea); f- tunderea (tãierea marginilor); g- curbarea; h- roluirea; i- îndoirea; j- ambutisarea; k- rãsfrângerea; l- reliefare; m- fãltuirea (cu sau fãrã bandã de adaos); n- agrafarea (asamblarea a douã piese, prin îndoirea uneia din piese, sau prin crestarea simultanã a pieselor).
1.2.3. Matrite ce se utilizeazã în procesul presãrii la rece
Sunt dispozitive cu ajutorul cãrora, prin intermediul elementelor active pe care le posedã, se poate da forma doritã unei piese.
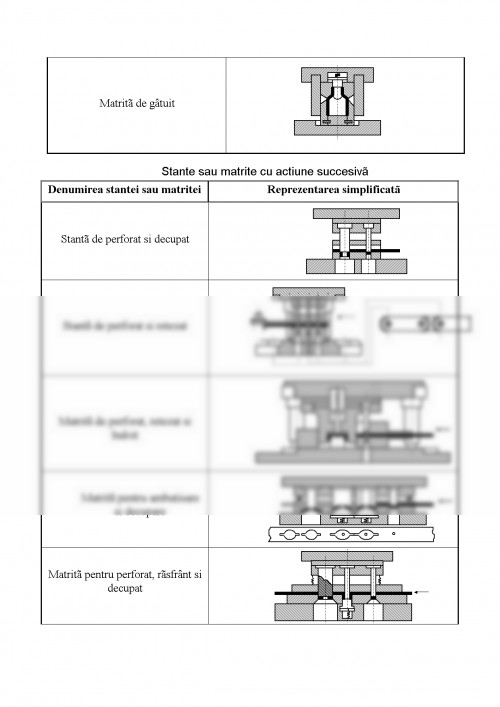
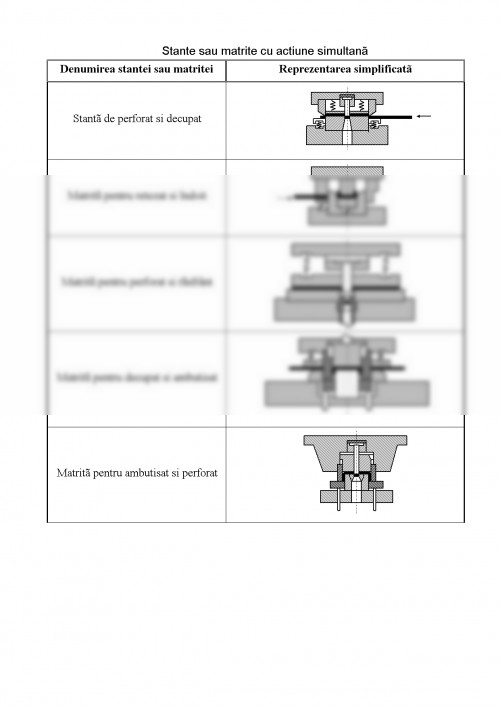
Materialele din care se confectioneazã elementele active ale unei stante sau matrite, sunt oteluri de scule ca: OSC 8; OSC 10; OSC 12; C 15; C 120; W 23 etc. Stantele si matritele se clasificã dupã mai multe criterii: a) dupã criteriul tehnologic care la rândul lor dupã diferitele operatii ce le executã, conform celor prezentate si dupã modelul de combinare a operatiilor, sunt simple si combinate (succesive, simultan succesive); b) dupã criteriul constructiv, care la rândul lor pot fi cu elemente de ghidare si fãrã elemente de ghidare (cepuri, plãci, coloane, cilindrii, ghidaje combinate); c) dupã criteriul de exploatare, care la rândul lor pot fi dupã felul avansului (cu avans manual sau cu avans automat), dupã modul de scoatere a pieselor (cu cãdere prin orificiul plãcilor active, readucerea piesei în bandã si eliminarea pe mãsurã ce banda avanseazã, readucerea piesei la suprafata plãcii active si eliminarea manualã sau automatã).
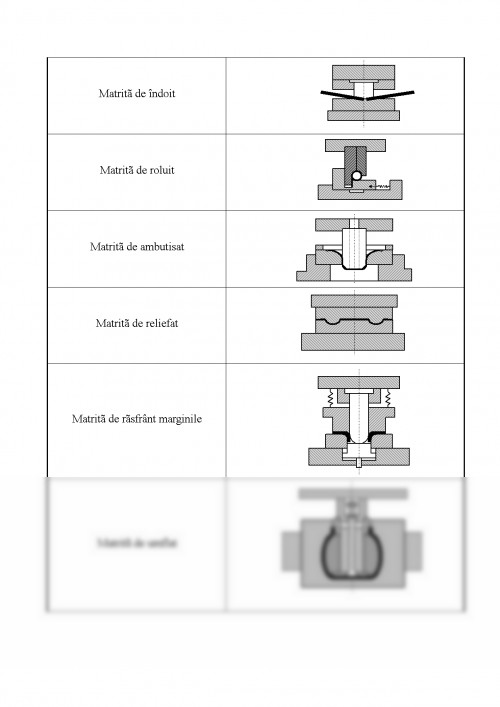
În fig. 1.2. sunt prezentate simplificat câteva tipuri de stante si matrite astfel: fig. 1.2.a- stanta de retezat; b- stanta de decupat; c- stanta de perforat; d- matrita pentru îndoit; e- matrita de ambutisat; f- matrita de reliefat.
1.3. Modul de lucru.
1. Se va face identificarea sculelor primite de student în cadrul prezentei lucrãri de laborator precizându-se: a- dacã scula este simplã sau combinatã; b- pentru sculele combinate se va preciza dacã sunt cu actiune simultanã sau succesivã; c- se va face schita simplificatã a formei constructive a uneia din scule (precizatã de conducãtorul lucrãrii), indicându-se pe schitã denumirea elementelor constructive ale sculei respective.
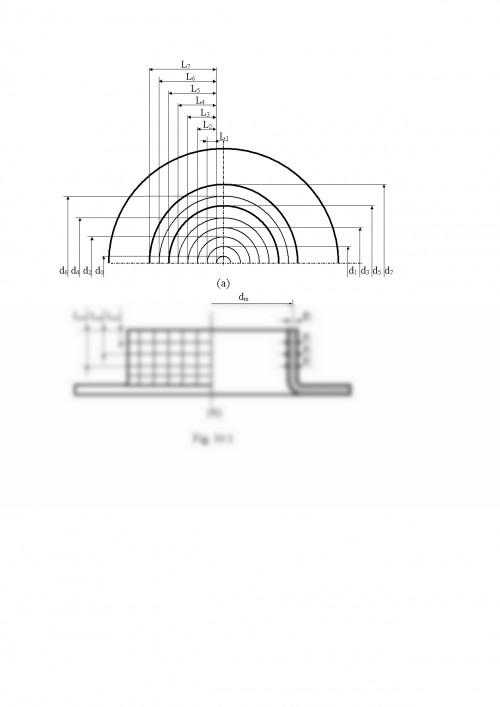
2. Se va schita semifabricatul folosit de sculã pentru obtinerea unei piese (decupate, perforate, ambutisate) si se va preciza: a- lãtimea semifabricatului de la care porneste prelucrarea sau diametrul semifabricatului de la care se porneste în cazul ambutisãrii; b- valoarea pasului de avans în timpul prelucrãrii, precizându-se semnificatia lui si ce element constructiv asigurã acest avans de pas; c-se va specifica tipul elementului de ghidare pe care îl posedã scula.
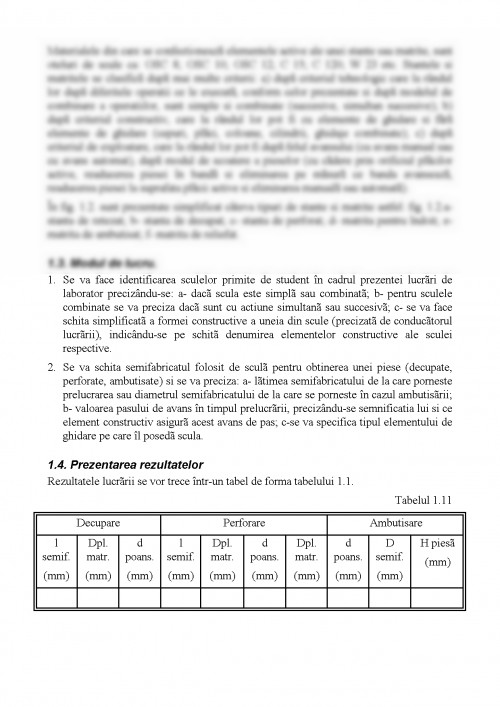
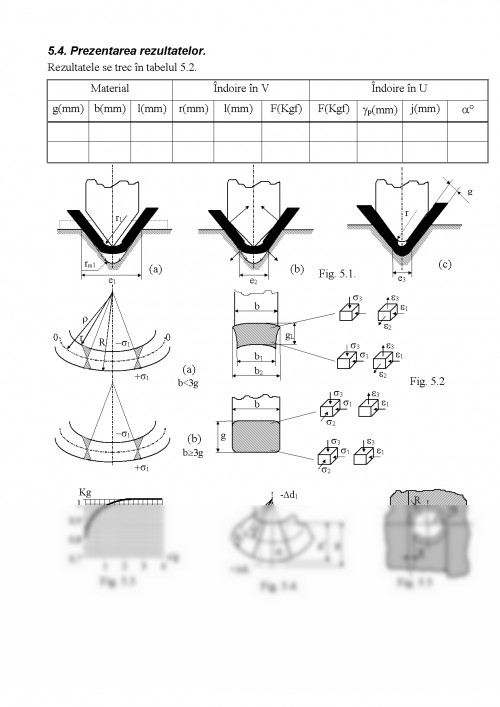
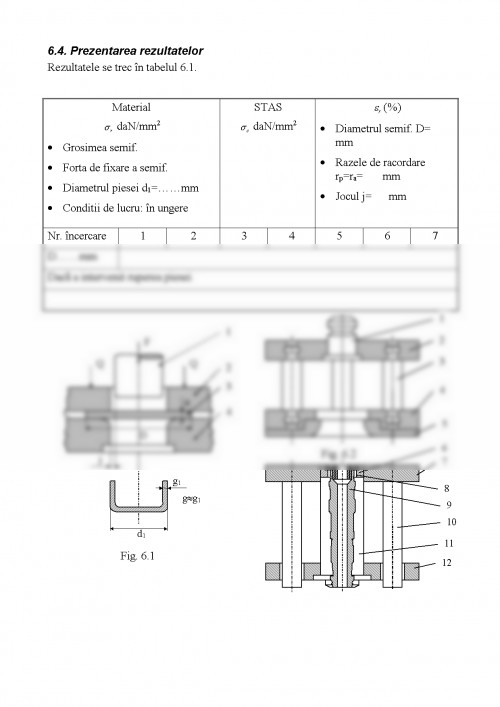
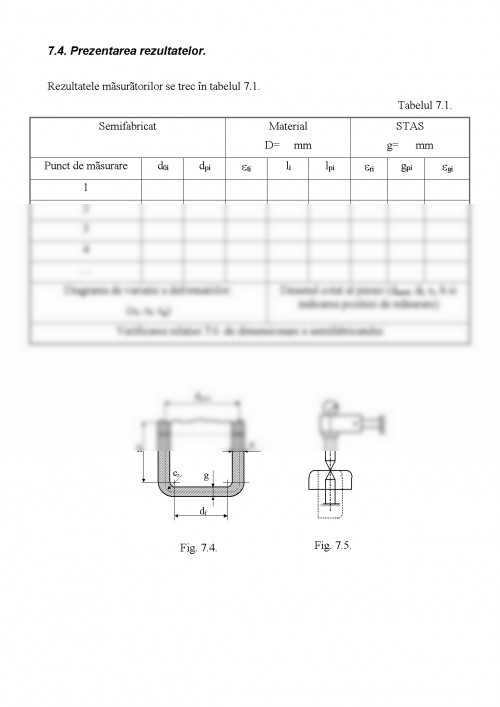
1.4. Prezentarea rezultatelor
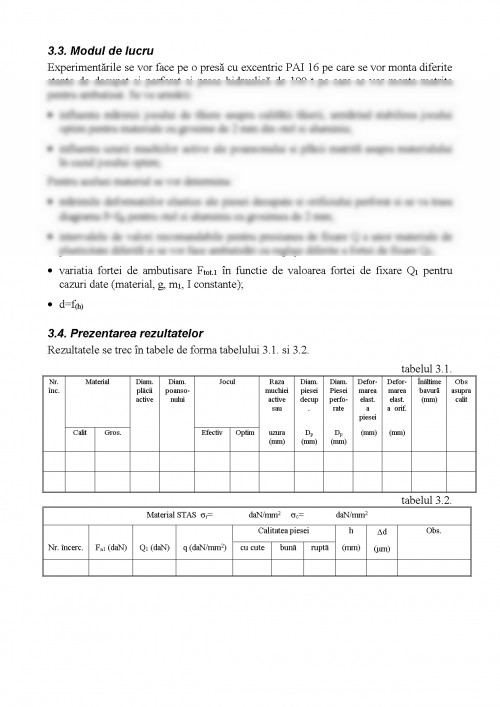
Rezultatele lucrãrii se vor trece într-un tabel de forma tabelului 1.1.
Tabelul 1.11
Decupare Perforare Ambutisare
l semif.
(mm) Dpl. matr.
(mm) d poans.
(mm) l semif.
(mm) Dpl. matr.
(mm) d poans.
(mm) Dpl. matr.
(mm) d poans.
(mm) D semif.
(mm) H piesã
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.