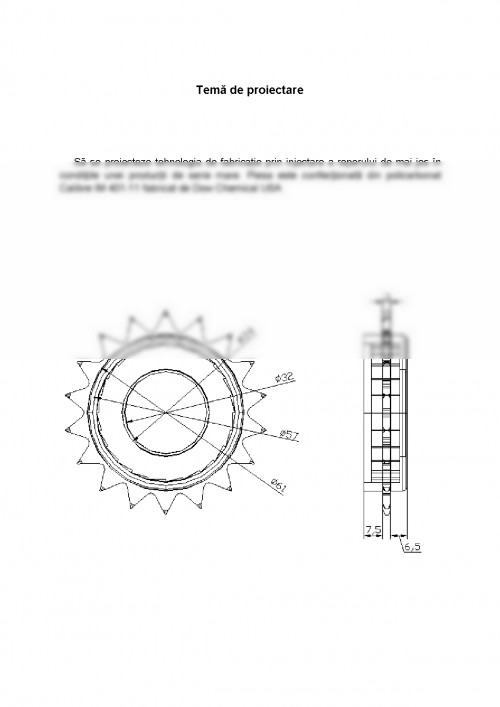


Să se proiecteze tehnologia de fabricaţie prin injectare a reperului de mai jos în condiţiile unei producţii de serie mare. Piesa este confecţionată din policarbonat Calibre IM 401-11 fabricat de Dow Chemical USA
1. Calculul masei reperului
Pentru determinarea numărului de cuiburi şi alegerea sistemului de injectare este necesară determinarea masei reperului
m = * V = 1,1915 * 19,2137 = 22,893 g
2. Alegerea maşinii de injectat
Alegerea maşinii de injectat trebuie să se facă astfel încât performanţele maşinii să permită obţinerea caracteristicilor şi proprietăţilor impuse produsului finit, luând în
considerare: tipul materialului termoplastic, masa piesei, suprafeţele diferitelor secţiuni etc.
La alegerea maşinii de injectare, în prima fază se are în vedere ca volumul maxim de injectare al maşinii să fie de cel puţin 10÷15 ori mai mare decât volumul reperului care se doreşte a fi obţinut.
V min > 13 * V [cm3] = 13 * 19.2137 = 249,778 [cm3]
Principalele caracteristici tehnice ale unor maşini de injectat materiale plastice
Caracteristici
tehnice UM MI
630/220
Diametrul melc piston standard mm 50
Volumul maxim de injectare cm3 430
Presiunea de injectare maximă MPa 176
Forţa de închidere kN 2200
Viteza de injectare mm/s 60
Capacitatea de plastifiere kg/h 100
Dimensiunile de gabarit ale platouri-lor de prindere mm 720/720
Distanţa dintre platourile de prindere, max / min mm 550/240
Diametrul inelului de centrare al platoului fix/mobil mm 125/125
Cursa platoului de prindere mobil mm 450
Dimensiunea maximă a matriţei (orizontal/vertical) mm 430/430
Puterea instalată kW 45
Se alege maşina de injectat: MI 630/220
3. Calculul duratei totale a ciclului de injectare
Timpul total de injectare se determină cu relaţia:
tT = ti + tm + tr + tp
Caracteristicile maşinii sunt:
- ciclul de mers în gol cu o cursă maximă a platanului tp = 3s
- viteza de deplasare a materialului q1= 8,354 cm3/s
ti=
Presiunea exercitată de pistonul de injectare asupra materialului injectat în cavitatea matriţei compensează contracţia rezultată în urma răcirii materialului; Timpul de menţinere a presiunii în matriţă (tm) se stabileşte la 3 s.
Răcirea este considerată partea procesului care are loc în matriţa. Timpul de răcire nu se poate regla direct pe maşinile de injectat. Timpul de răcire (tr) se alege prin comparaţie cu injectarea unor piese asemănătoare şi se alege tr =10s.
Timpul total de injectare devine astfel:
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.