
Incarcarea cu arc electric vibrator prezinta unele avantaje nete:
- ofera posibilitatea incarcarii pieselor uzate cu diametre cuprinse intre l0-40 mm, cele aflate spre limita inferioara neputandu-se incarca prin alte procedee;
- permite reconditionarea pieselor cu diferite grade de uzura, deoarece la o trecere a sarmei electrod grosimea stratului de material de pas poate fi de 0,5 - 3,0 mm;
- permite incarcarea pieselor confectionate din oteluri aliate, care vor fi degradate de temperaturile joase (max.l50?C) care se degaja in timpul procesului tehnologic;
- permite folosirea unor sarme electrod cu continut ridicat de carbon (0,6-0,9 %), ceea ce face ca stratul depus sa fie dur (45-56 HRC) si rezistent la uzura;
- pierderile de sarma electrod sunt minime, utilajele nu sunt deosebit de complexe.
Principalele elemente ale regimului de lucru sunt:
- se utilizeaza curent continuu cu intensitatea de 140-180 A si tensiu?nea de 18-20 V.
Pentru depunerile de pana la 1 mm grosime este indicata folosirea unei tensiuni de 12-15 V, iar pentru depunerile mai groase de 1 mm, tensiunea folo?sita sa fie de l5-20 V. Arcul are stabilitate maxima la 18-20 V, dar o tensiune prea mare poate conduce la arderea elementelor de aliere din materialul de adaos;
- avansul sarmei electrod este de 0,5-2 m/min, in functie de grosimea dorita a stratului de sudura;
- viteza periferica a piesei se alege intre 0,4-0,8 m/min;
- avansul longitudinal al sarmei este de 2-2,5 mm/rot pentru sarma de ? 1,5 mm (o treime din latimea depunerii sa se suprapuna peste cea an?terioara;
- frecventa vibratiilor este de 50-60 intreruperi/s;
- debitul lichidului de racire are valori intre 0,1-1,5 1/min;
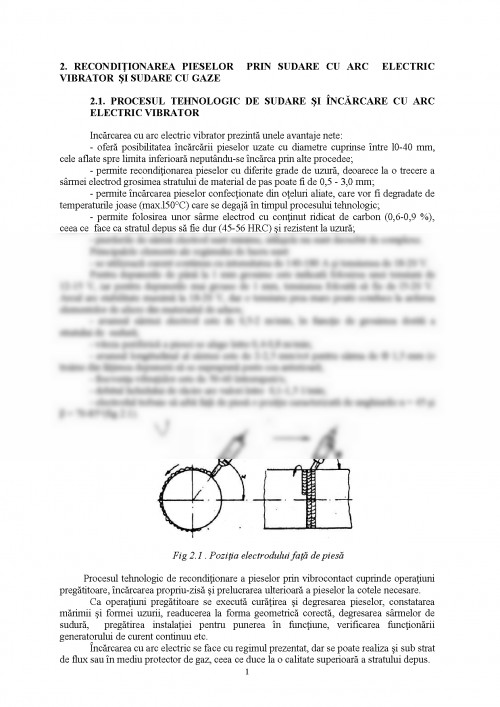
- electrodul trebuie sa aiba fata de piesa o pozitie caracterizata de unghiurile ? = 45 si ? = 70-85?(fig.2.1).
Fig 2.1 . Pozitia electrodului fata de piesa
Procesul tehnologic de reconditionare a pieselor prin vibrocontact cuprinde operatiuni pregatitoare, incarcarea propriu-zisa si prelucrarea ulterioara a pieselor la cotele necesare.
Ca operatiuni pregatitoare se executa curatirea si degresarea pieselor, constatarea marimii si formei uzurii, readucerea la forma geometrica corecta, de?gresarea sarmelor de sudura, pregatirea instalatiei pentru punerea in functiune, verificarea functionarii generatorului de curent continuu etc.
Incarcarea cu arc electric se face cu regimul prezentat, dar se poate realiza si sub strat de flux sau in mediu protector de gaz, ceea ce duce la o calitate superioara a stratului depus.
Prelucrarea pieselor incarcate prin vibrocontact se face prin strunjire, in cazul folosirii unei sarme cu continut redus sau mediu de carbon si la o racire redusa. Daca se foloseste o sarma bogata in carbon si cu o racire puternica, prelucrarea mecanica se face prin rectifioare.
Desi instalatia pentru incarcare cu arc electric vibrator cuprinde mai multe elemente (generator de curent continuu, strung cu instalatie de racire) par?te a principala a acesteia este formata de capul vibrator si mecanismul de avans al sarmei.
In figura 2.2 este reprezentat un cap vibrator care se monteaza pe caru?ciorul strungului si care functioneaza dupa cum se precizeaza in continuare.
Fig.2.2.Constructia unui cap vibrator
Se demonteaza suportul portscula de pe sania transversala a caruciorului si in lo?cul acestuia se aseaza placa 1 a mecanismului, prevazuta cu orificii coreapunzatoare pentru a fi fixata cu ajutorul suruburilor existente. Pe placa 1 se incas?treaza coloana 2, filetata si prevazuta cu un canal in care sa culiseze pana 7, pentru a mentine bucsa 5, cu bratul 6 pe
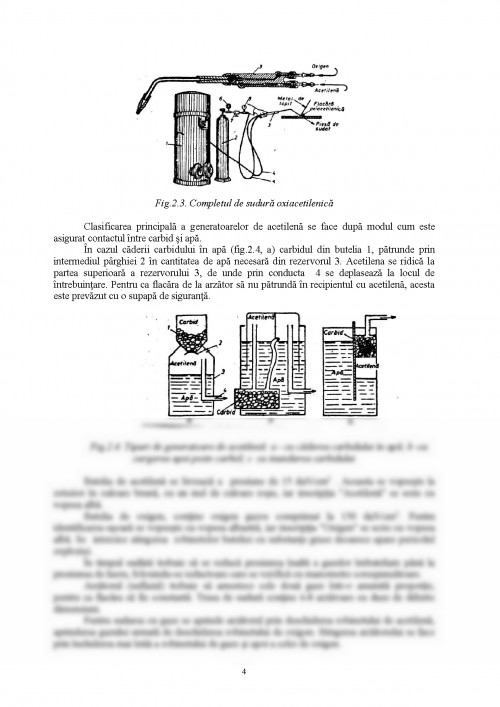
Reconditionarea pieselor prin sudare cu arc electric vibrator si sudare cu gaze
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.