1. Generalităţi. Scopul lucrării.
Fisurile la cald, localizate în cusătură, apar în timpul solidificării băii de metal topit.
Cauzele ce duc la apariţia acestor defecte pot fi:
a) Cauze tehnologice
Alegerea greşită a materialului de adaos;
Alegerea unui procedeu de sudare necorespunzător;
Cusătură cu pori;
Incluziuni de oxizi şi gaze.
b) Cauze metalurgice
Condiţii necorespunzătoare de răcire;
Transformările structurale din zona topită.
Proprietăţi reduse la plasticitate la cald ale metalului depus.
Pentru prevenirea sau reducerea pericolului de fisurare la cald se recomandă:
Evitarea apariţiei caracterului final al cordonului, deoarece aici apar foarte uşor fisuri la cald din cauza contracţiei metalului la trecerea din starea lichidă în starea solidă. Porţiunea solidificata a cordonului este solicitată la eforturi de compresiune transversală iar marginile rostului rămase nesudate tind să se desfacă, deci craterul format va constitui un puternic concentrator de eforturi;
Micşorarea rostului dintre componente;
Preîncălzirea cordonului de sudură pentru reducerea eforturilor de compresiune
Dirijarea vitezei de răcire, astfel încât să nu apară în cordon structuri fragile sau grosolane, structuri care pot favoriza apariţia fenomenelor de fisurare.
Proiectarea raţională a structurii sudate.
Înmulţirea proprietăţilor de plasticitate la cald a structurilor obţinute în cordonul sudat, prin alegerea corectă a materialului de adaos.
Lucrarea are drept scop aprecierea tendinţei de fisurare la cald pentru două mărci de electrozi destinaţi sudării oţelurilor carbon şi oţelurilor inoxidabile.
Susceptibilitatea oţelurilor slab aliate faţă de fisurarea la cald poate fi estimată cu indicele de fisurare HCS:
HCS= <4
2. Principiul încercării
STAS 10221-75, cuprinde metodele de încercare şi condiţiile tehnice necesar pentru determinarea tendinţei de fisurare la cald a metalului depus prin sudare, cu arc electric , în vederea aprecierii calităţii metalelor de adaos, destinat sudării oţelurilor. Tendinţa de fisurare la cald a metalului depus se determină prin următoarele metode:
Încercare de deformare unghiulară, la deformarea metalului depus prin sudare se datorează rigidităţii îmbinării;
Încercarea de deformare transversală, la care deformarea metalului depus se datorează unei solicitări exterioare.
2.1. Metoda de încercare cu deformare unghiulară.
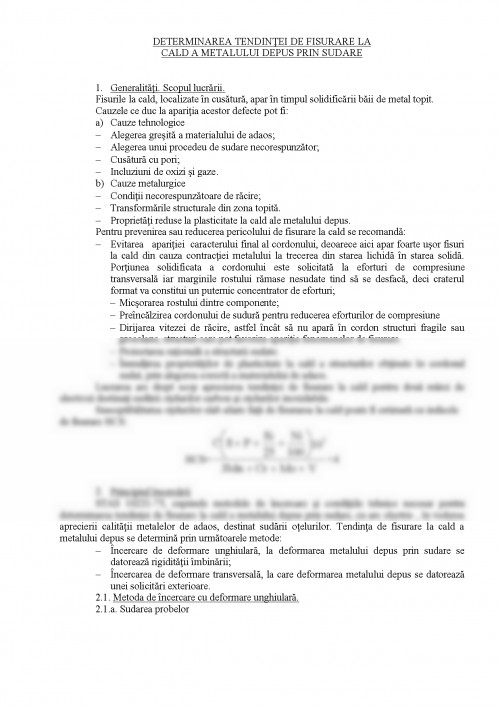
2.1.a. Sudarea probelor
doua lucrari de laborator
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.