Procesul de turnare prin injectie va fi descris pe scurt pentru a ilustra parcursul termomecanic complex pe care particulele de material i-l parcurg in timpul procesului de turnare. Este indicata relevana - tiin- ifica - i industriala a simularii numerice pentru turnarea prin injectie - i, de asemeanea, conceptul de inalta precizie pentru turnarea prin injec- ie. In final sunt prezentate obiectivele - i metodologiile implicate in aceasta lucrare.
Turnarea prin injectie este unul dintre cele mai folosite procese pentru produc- ia de serie mare a produ- ilor polimerici. Pricipalul motiv este ca acest proces de turnare impune foarte pu- ine limitari geomtrice pentru designul produsului, dand na- tere unei integrari substan- iale: piese care vor fi asamblate, cand sunt aplicate metode conven- ionale de produc- ie, pot fi unificate intr-un singur produs folosind turnarea prin injec- ie.
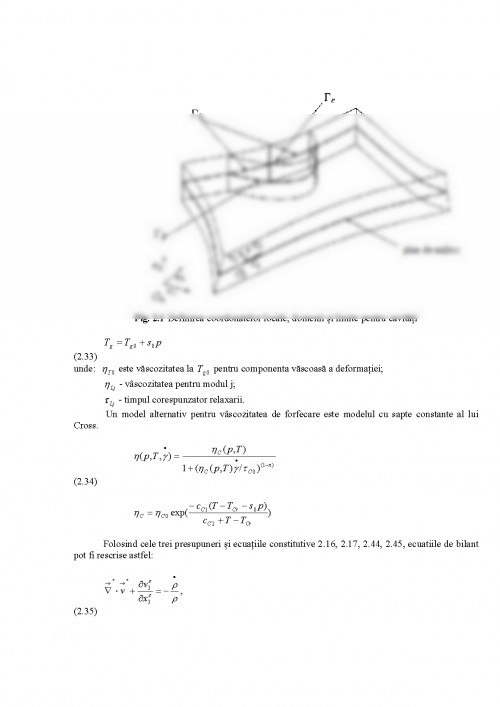
Principalele componente ale unei ma- ini de turnare prin injec- ie sunt prezentate schematic in figura 2.1, aici procesul va fi descris pentru turnarea prin injec- ie a materialelor termoplastice amorfe. Pentu materialele semicristaline procesul este similar. Pudra sau granulele materialului de turnat este alimentata prin palnie (1) intr-un extrudor (2), care consta dintr-o elice ce se invarte intr-un cilindru incalzit (4), unde materialul se tope- te - i este transportat spre matriaa (3). In timpul transportului se face o amestecare pentru a omogeniza temperatura topiturii. Aceasta este depozitata in faa elicei, care in acela- i timp se mi- ca inapoi impotriva unei aa numite presiuni din spate, exercitata printr-un cilindru hidraulic de la capatul elicei. Cand a fost turnat destul material, elicea este impinsa inainte prin acela- i cilindru hidraulic. In general curgerea inapoi in canalul elicei este prevenita de o valva (nereprezentata pe figura), topitura este impinsa inainte - i umple matria cu o viteza tipica de 0,5 m/s. In timp ce matria este racita, materialul se solidifica, marindu-- i densitatea. Pentru a preveni mic- orarea produsului, materialul este supus unei presiuni inalte (faza de impachetare - i men- inere), pana cand trecerea se solidifica - i nu mai poate fi injectat material. Acest punct determina inceputul etapei de racire. Cand produsul este destul de solid, matrita este deschisa - i produsul scos. In acest timp, extruderul plasticizeaza o noua arja de material - i ciclul poate fi repetat.
Fig. 1.1 Schema unei ma- ini de turnare prin injec- ie
2.1.2. Inalta precizie
Produsele tipice de turnare prin injectie sunt piese cum ar fi amortizoare pentru ma- ini si tablouri de bord, lagare - i elemente ale aparetelor electrice - i electronice, - i obiecte pentru aplicatii domestice. In ultimul deceniu, turnarea prin injectie este din ce in ce mai folosita, pentru produsele care necesita o mare precizie dimensionala - i optica, de exemplu lentile pentru CD-player - i conectori din fibre de sticla.
Precizia unui produs ob- inut prin turnarea prin injectie poate fi definita ca precizia dimensionala - i stabilitatea in timp. Aceasta depinde de distribu- ia unui numar de proprieta- i tipice in produs, din care majoritatea sunt rezultatul unui parcurs termomecanic complex al materialului. Toate studiile recente sunt limitate la termoplasticele amorfe, din moment ce efecte cum ar fi gradul de cristalizare sau contrac- ia ca - i rezultat al reac- iilor chimice, inca necesita multe cercetari pentru a putea fi corect modelate. Pentru termoplasticele amorfe, urmatoarele efecte au o mare influena asupra preciziei:
2.1.2.1 Relaxarea in volum
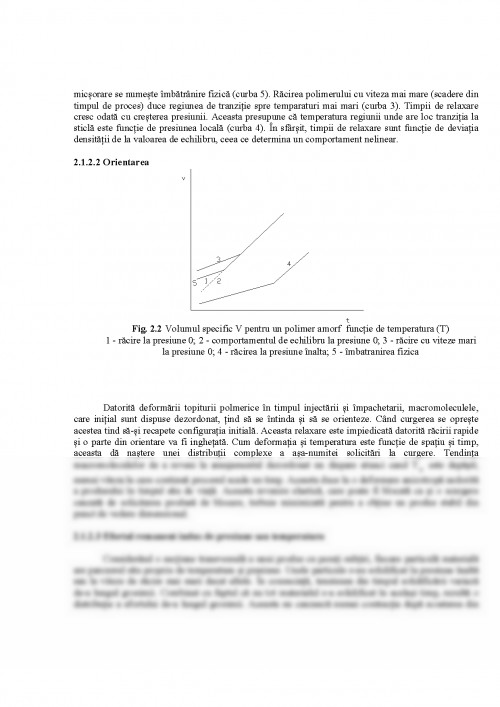
Un polimer amorf este definit ca fiind in starea fluida cand timpii de relaxare in volum sunt mult mai mici decat durata procesului. Pe masura ce timpii generali de relaxare cresc odata cu scaderea temperaturii, o regiune de temperatura poate fi definta unde relaxarea - i timpii de proces sunt comparativi, urmata de o regiune unde relaxarea in volum este mult mai inceata decat procesul in sine. Regiunea intermediara se nume- te regiunea de tranzi- ie la sticla. In regiunea cu temperatura mai scazuta polimerul se afla intr-o stare sticloasa. Exista o scadere remarcabila a coeficientului de expansiune termica in timpul tranzi- iei, totu- i acesta nu ajunge la zero pentru ca numai o parte din componenta relaxarii in volum este afectata ( figura 2.2, curba 1). Aceasta parte se adapteaza foarte incet schimbarilor condi- iilor, dar totu- i tinde sa atinga echilibrul (curba 2). Acest efect de mic- orare se nume- te imbatranire fizica (curba 5). Racirea polimerului cu viteza mai mare (scadere din timpul de proces) duce regiunea de tranzi- ie spre temparaturi mai mari (curba 3). Timpii de relaxare cresc odata cu cre- terea presiunii. Aceasta presupune ca temperatura regiunii unde are loc tranzi- ia la sticla este func- ie de presiunea locala (curba 4). In sfar- it, timpii de relaxare sunt func- ie de devia- ia densita- ii de la valoarea de echilibru, ceea ce determina un comportament nelinear.
2.1.2.2 Orientarea
Fig. 2.2 Volumul specific V pentru un polimer amorf func- ie de temperatura (T)
1 - racire la presiune 0; 2 - comportamentul de echilibru la presiune 0; 3 - racire cu viteze mari la presiune 0; 4 - racirea la presiune inalta; 5 - imbatranirea fizica
Datorita deformarii topiturii polmerice in timpul injectarii - i impachetarii, macromoleculele, care ini- ial sunt dispuse dezordonat, - ind sa se intinda - i sa se orienteze. Cand curgerea se opre- te acestea tind sa-- i recapete configura- ia initiala. Aceasta relaxare este impiedicata datorita
1.Leo Wilhelmus Caspers - Vip, an integral approach to the simulation of injection molding
2.R. Ballman, T. Shusman - Mold plast, (Nov), 1995, p. 126
3.J. Z. Liang - The calculation of cooling time in injection moulding, Jornal of Materials
4.J. Busch, F. Field, D. Rosato - Proc. SPE RETEC, Boston Vol. 1, 1988
5.C. Yu, J. E. Sundelard - Polym. Eng. Sci. 1992
6.J. White - Computer Aided Engeniring Injection Molding, Hanser, New York, E.C. Bernhardt (Ed.) 1983
7.M. Stefanescu - Caderea de presiune la curgerea neionizata a topiturilor polimerice prin canale, Mat. Plast. 43, nr. 3, 2006
8.J. Beaumont, R. Nagel, R. Sherman - Successful Injection Molding. Process, Desing and Simulation. Hanser, 2002
9.Catalin Fetecau - Injectarea materialelor plastice. Editura Didactica si Pedagogica, Bucuresti 2005
10. C. Cincu, Gh. Manea - Cartea operatorului din industria de prelucrare a materialelor plastice. Editura Tehnica 1984
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.