Societatea SAEM a fost infiintata in anul 1949 si are ca domeniu principal de activitate montajul, repararea, punerea in functiune si fabricarea de elemente si subansamble, a centralelor electrice si a echipamentelor aferente acestora.
Societatea noastra este structurata in divizii specifice activitatii de baza respectiv:
- divizia termo;
- divizia hidro;
- divizia instalatii electrice si automatizari (IEA);
- fabrica de echipamente energetice (FEE)
Societatea este organizata si dotata pentru lucrari de montaj /reparatii si fabricatie pentru:
- centrale termoelectrice si hidroelectrice;
- centrale nucleare pe baza de uraniu natural, apa grea ;
- centrale electrice Diesel si turbine cu gaze, turbogeneratoare;
- compensatoare sincron;
- cazane de apa fierbinte si instalatii de termoficare;
- statii electrice interioare si exterioare;
- echipamente hidromecanice pentru centrale termo, hidro, nucleare si ecluze;
- echipamente termomecanice (reparare, recipienti, conducte, pompe etc.);
- gospodarii de combustibil solid, lichid si gazos;
- instalatii de tratare chimica a apei;
- instalatii electrice din centralele electrice;
- instalatii de automatizare, masura si control la centralele electrice;
- instalatii de ridicat;
- conducte termoficare;
- retele apa alimentare, gaze naturale (inclusiv conducte polietilena);
- instalatii de filtrare a gazelor arse( filtre cu saci, electrofiltre);
- diverse confectii metalice.
La lucrarile de montaj si reparatii care fac obiectul de activitate al SAEM se impune asamblarea pieselor metalice componente ale echipamentelor prin diferite metode de imbinare demontabile (prin pene, buloane etc.)si nedemontabile (sudare,nituire,mandrinare, etc.). Sudarea este procedeul cel mai utilizat
Imbinarile sudate prezinta urmatoarele avantaje fata de imbinarile realizate prin celelalte metode:
- etanseitate perfecta si de durata;
- asigura trasnsmiterea continua si uniforma a eforturilor de la o piesa la alta(fara devierea liniilor de forta);
- consum minim de material de adaos (cu 10-25% mai putin decat la imbinarile prin nituire);
- consum mai mic de energie si manopera(conduce la scurtarea termenilor de executie);
- necesita utilaje relativ mici si simple (cheltuieli de investitii si intretinere mai mici);
- costul constructiilor sudate este mult mai redus decat al celor nituite;
1.2.Definitii si terminologie (conf. SR ISO 857):
- sudarea- procedeu de imbinare a materialelor de baza( metalice sau nemetalice), cu consum de energie termica si/sau mecanica(prin aplicarea unei forte de presare), avind ca rezultat obtinerea unei structuri interne continue a materialului de baza imbinat.
- Sudare prin topire- sudare cu topire locala, fara aplicarea unei forte, cu sau fara material de adaos.
- Sudarea cu arc electric- sudare prin topire cu unul sau mai multe arcuri electrice ca purtatoare de energie
- Sudarea cu gaze prin topire- procedeu de sudare prin topire la care energia necesara pentru sudare este furnizata de arderea unui amestec de gaz combustibil - oxigen.
- Sudarea electrica prin presiune- procedeu de sudare realizat prin utilizarea fortei si energiei termice dezvoltata de piesele de sudat datorita rezistentei lor electrice intr-un circuit electric, acestea fiind parti ale circuitului (efect Joule).
Prezentarea schematica(conf. SR ISO 857) si simbolizarea(conf.SR EN ISO 4063) a celor mai folosite procedee de sudare:
a). Sudare cu arc electric(1):
1.sudare cu arc electric cu electrod invelit(SME)- 111;
2.sudare cu arc electric cu sirma tubulara- 114;
3.sudare cu electrod sub strat de flux- 121;
4.sudare cu arc electric in mediu de gaz inert cu electrod fuzibil (MIG)- 131;
5.sudare cu arc electric in mediu de gaz activ cu electrod fuzibil (MAG)- 135;
6.sudare cu arc electric in mediu de gaz activ cu sirma tubulara- 136;
7.sudare cu arc electric in mediu de gaz inert cu electrod de wolfram (WIG)- 141;
b). Sudare electrica prin presiune(2):
1.sudare in puncte- 21;
2.sudare in linie- 22;
c). Sudare cu gaze prin topire(3):
1.sudare oxiacetilenica- 311;
d). Sudare prin presiune(4):
1.sudarea cu ultrasunete- 41;
2.sudarea prin frecare- 42;
3.sudarea prin difuzie- 45;
e). Alte procedee(7):
1.sudarea aluminotermica- 71;
2.sudarea electrica in baie de zgura- 72;
3.sudarea prin inductie- 74;
4.sudarea bolturilor- 78;
5.sudarea cu arc electric a bolturilor- 781;
6.sudare cu plasma;
f). Lipire tare(91):
1.lipire tare cu flacara(brazare)- 912;
2.lipire tare prin inductie- 916;
3.lipire tare prin rezistenta- 918;
g). Lipire moale(94):
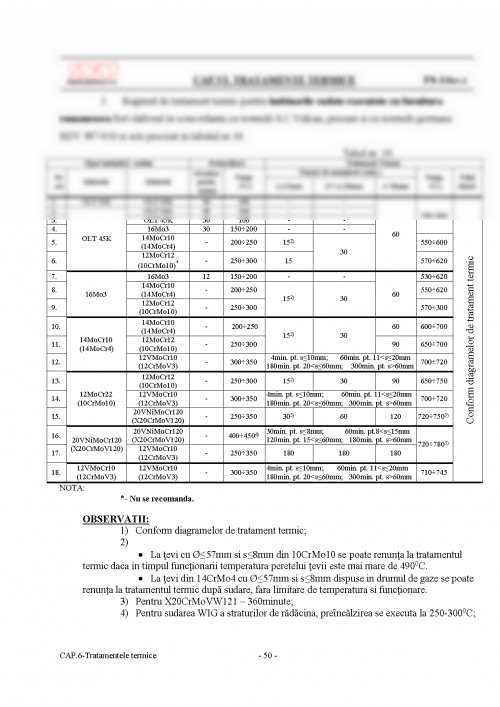
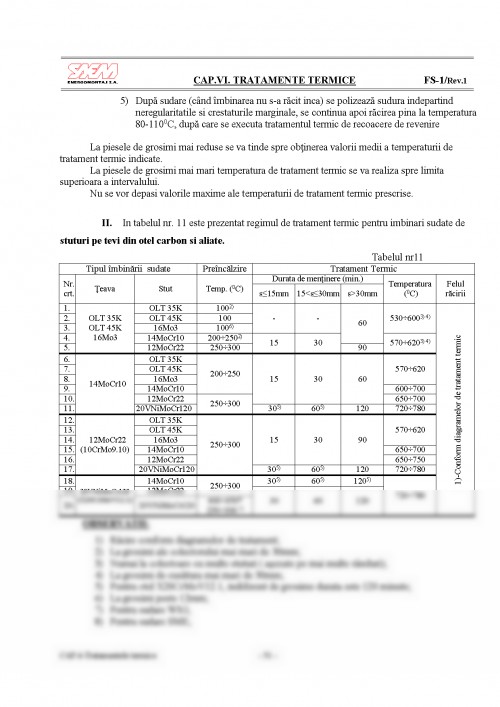
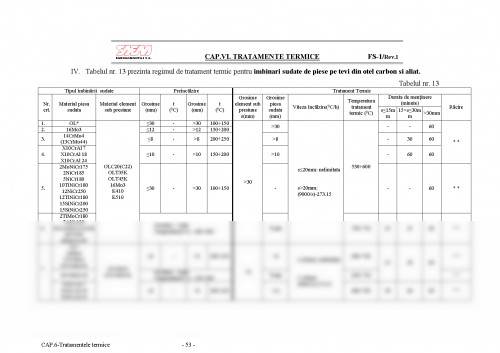
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.