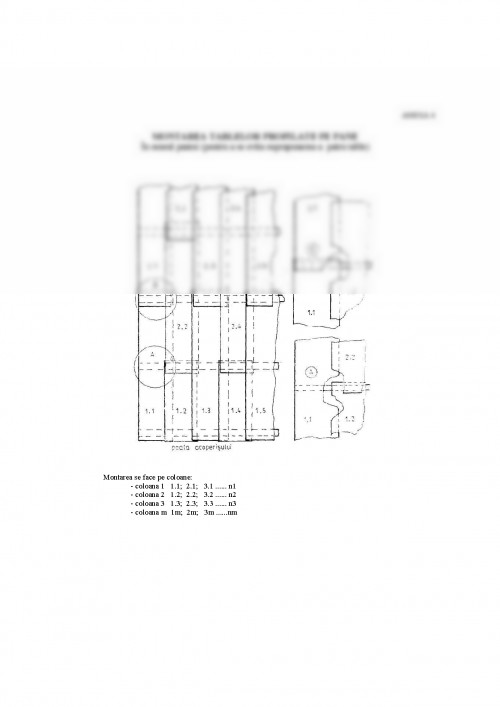
1. PREVEDERI GENERALE
1.1. Prezentele instructiuni tehnice se refera la mijloacele de prindere si la
procedeele tehnologice pentru prinderea si montajul tablelor metalice profilate la executarea
invelitorilor si peretilor.
1.2. Prin mijloace de prindere, in cadrul acestor instructiuni, se inteleg atat organele de
asamblare (suruburi, nituri), cat si uneltele cu care se executa operatiile de montare (masini de
gaurit, masini de insurubat, unelte de nituit etc.)
1.3. Aceste instructiuni se aplica la executarea elementelor de inchidereinvelitori
si
pereti ale constructiilor metalice din profile cu pereti subtiri. La prinderea si montajul tablelor
metalice profilate, se va tine seama de solutiile de alcatuire si de detaliile de executie prevazute
in proiectele tip precum si in ,,Normativ pentru alcatuirea si executarea invelitorilor la constructii
(Indicativ C 3788).
1.4. Organele de prindere prevazute in aceste instructiuni (suruburi autofiletante pentru
tabla si cele pentru metal, precum si suruburile obisnuite cu piulite) pot fi folosite si pentru
prinderea panourilor ROMPAN, la realizarea inchiderilor, conform detaliilor cuprinse in
instructiunile specifice.
2. MATERIALE
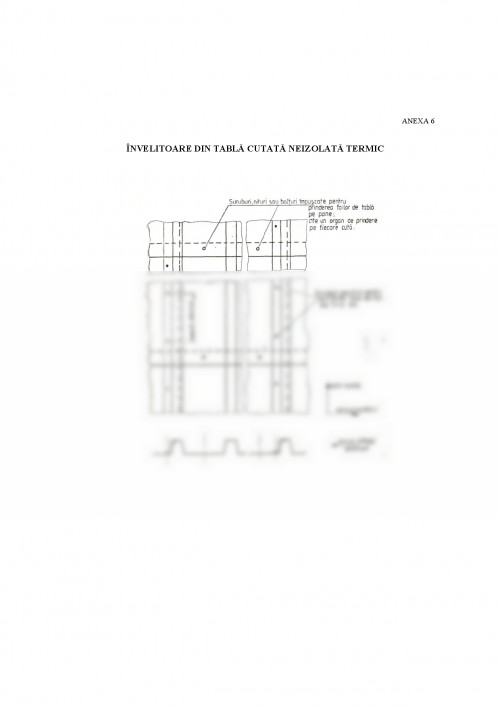
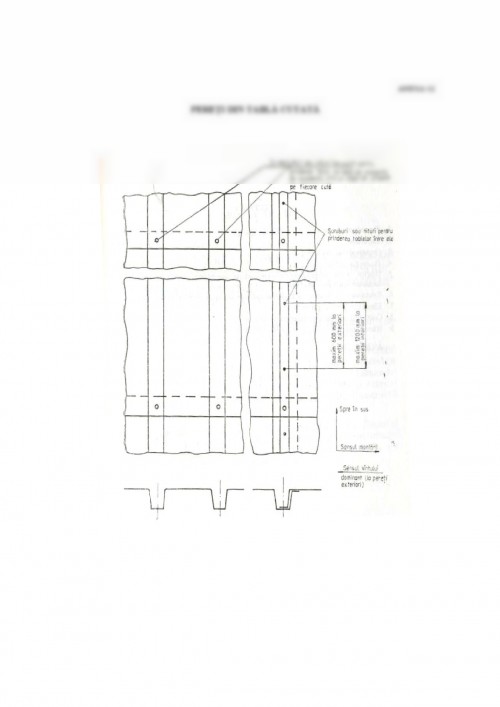
2.1. Pentru executarea invelitorilor si peretilor din tabla metalice profilate se
folosesc table cutate sau table ondulate.
2.2. Tablele cutate, la care se refera prezentele instructiuni sunt de tipul celor care se
executa la I.L.T. Galati, conform N.T.R. 9878
si S.T.R. 54086,
la Intreprinderea Metalurgica
Iasi, conform caietului de sarcini 1678,
si la Intreprinderea : de tamplarie metalica si
produse pentru constructii din materiale plastice Buzau, conform caietului de sarcini nr. 581.
2.3. Tablele ondulate sunt de tipul celor cu inaltimea ondulei de 30 mm sau mai mare
(STAS 202980).
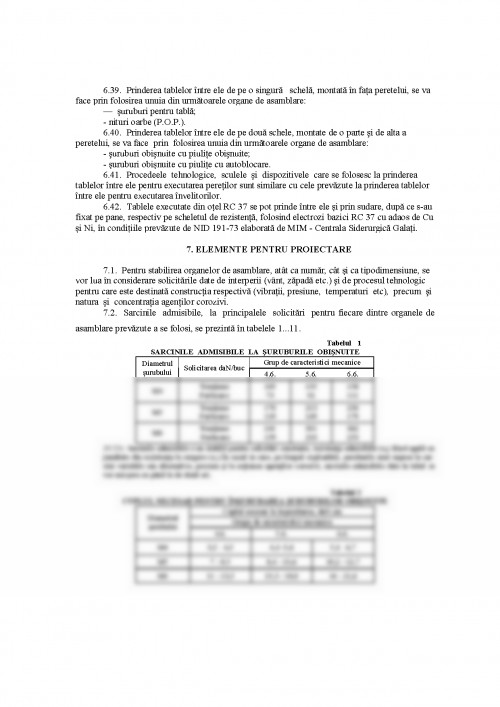
3. ORGANE DE ASAMBLARE
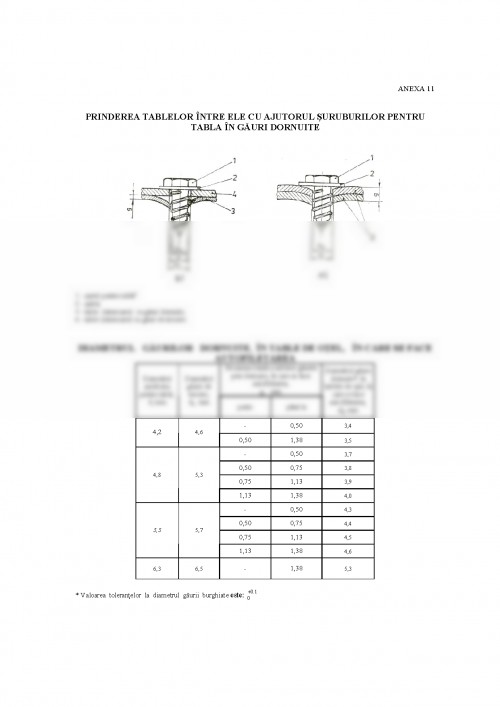
3.1. Pentru prinderea tablelor, la executarea inchiderilor cu tabla profilata, se pot
folosi: suruburi autofiletante pentru tabla, nituri oarbe (P.O.P.), suruburi autofiletante pentru metal,
agrafe, suruburi obisnuite fara piulite, bolturi impuscate sau suruburi obisnuite cu piulite.
3.2. Organele de prindere se stabilesc de proiectantul constructiei, in functie de
solicitarile la care vor fi supuse, tinand seama si de dotarea executantului cu mijloace de
asamblare.
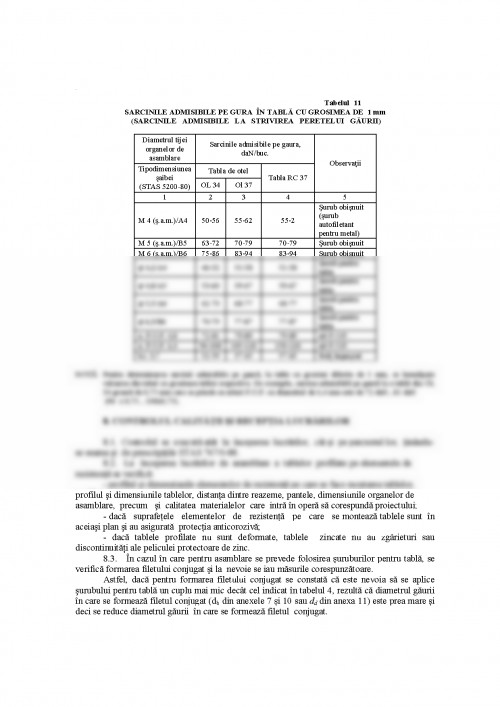
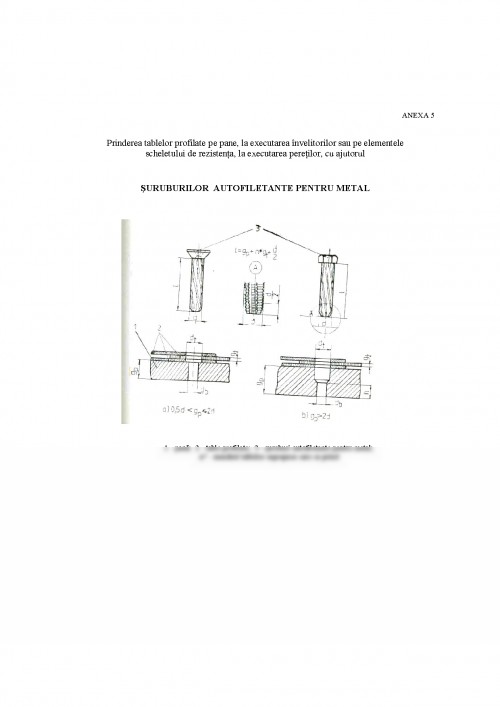
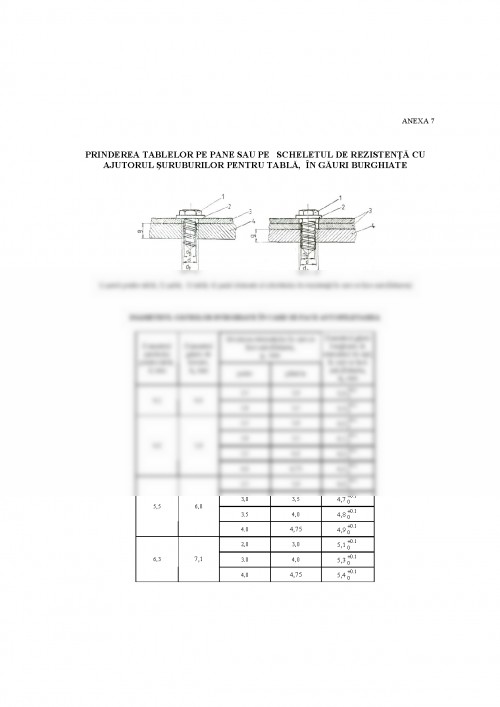
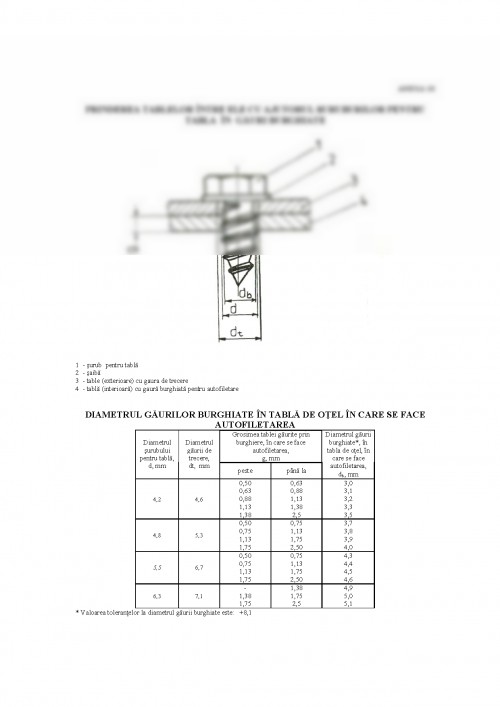
3.3. Suruburile autofiletante pentru tabla pot fi folosite atat la prinderea foilor de
tabla intre ele, cat si la prinderea acestora pe pane sau pe elementele de rezistenta din profile de
otel cu pereti subtiri. Duritatea elementului de constructie in care urmeaza sa se formeze filetul
conjugat trebuie sa fie mai mica decat duritatea surubului autofiletant pentru tabla, in zona
filetului.
Se pot folosi suruburi autofiletante pentru tabla cu cap hexagonal (STAS 9344/580),
cu
cap inecat si locas cruciform (STAS 9344/680),
cu cap inecat crestat (STAS 9344/286)
sau cu
cap bombat cu locas cruciform (STAS 9344/880),
care se fabrica de Intr. Mecanica Medias.
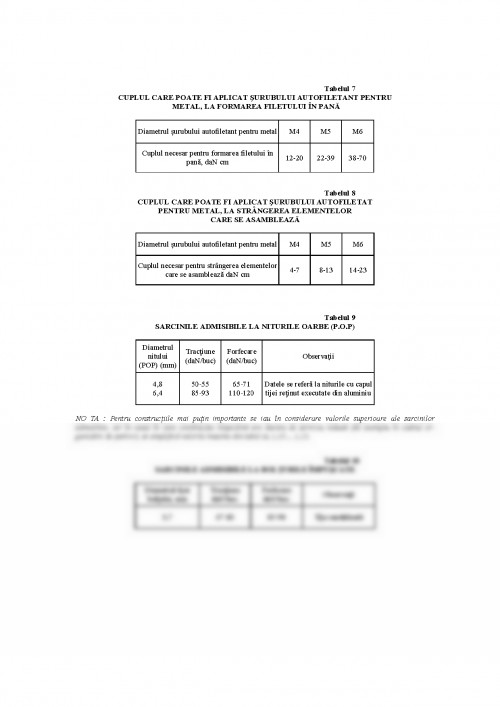
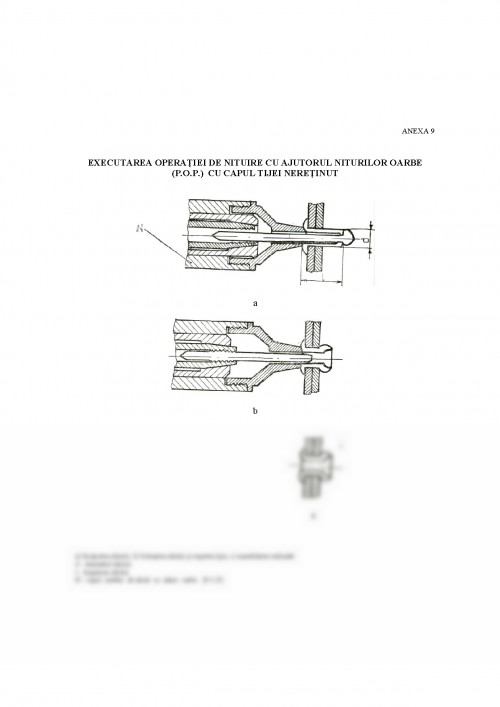
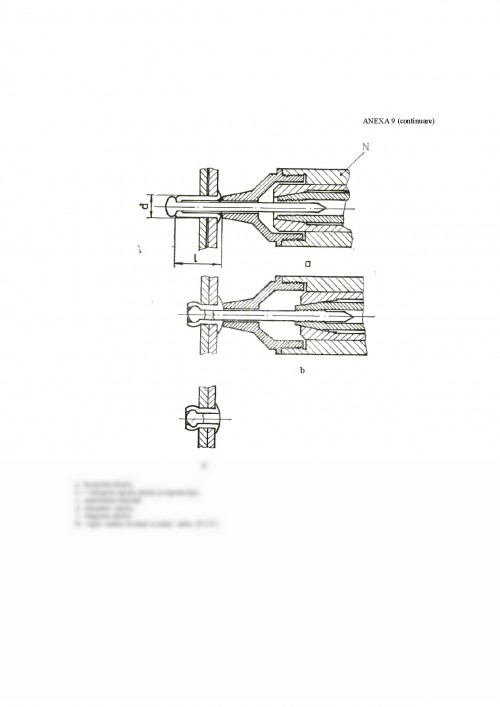
3.4. Niturile oarbe (P.O.P.), pot fi folosite atat pentru prinderea foilor de tabla intre ele,
cat si pentru prinderea acestora pe elementele de rezistenta din profile cu pereti subtiri
(de pana la 4 mm).
Se pot folosi niturile oarbe care se fabrica la intreprinderea Mecanica Medias, sub
denumirea de nituri combinate, conform N.I.F. 1181/280,
N.I.F. 1181/380
si N.I.F. 1181/480.
Asigurarea etanseitatii, in zona de prindere, se poate realiza cu nituri de tipul celor prevazute in
N.I.F. 1181/480,
forma B.
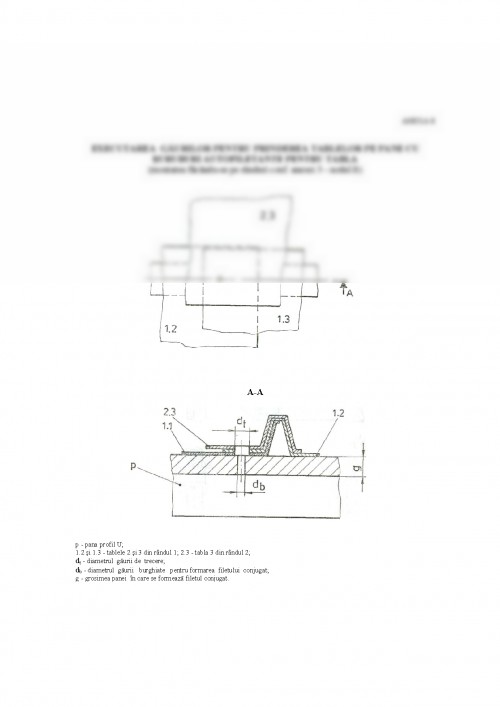
3.5. Suruburile autofiletante pentru metal pot fi folosite numai pentru prinderea
tablelor pe pane sau pe elementele de rezistenta din profile de otel si numai daca duritatea
elementului de constructie in care urmeaza sa se formeze filetul conjugat este mai mica decat
duritatea surubului autofiletant pentru tabla, in zona filetului.
Se pot folosi suruburi autofiletante pentru metal cu cap hexagonal sau cu cap inecat cu
locas cruciform (STAS 1116180)
care se fabrica la intreprinderea Mecanica Bacau.
Pentru montarea suruburilor autofiletante pentru metal este suficient accesul pe o singura
fata a elementului de inchidere perete sau invelitoare.
3.6. Agrafele se folosesc pentru prinderea tablelor profilate pe elemente de rezistenta de
tip I, L, T, U orientate in asa fel incat agrafele respective sa se poata sprijini pe una din marginile
acestora.
Agrafele se executa din otel lat OL 37 de 30 x 3 mm si au forma celor care se prezinta in
,,Normativ pentru alcatuirea si executarea invelitorilor la constructii (Indicativ C 3788).
Intrucat tabla prinsa cu agrafe nu participa la preluarea solicitarilor din planul
elementului de inchidere, adica nu se realizeaza efectul de saiba, agrafele se folosesc numai la
executarea constructiilor provizorii sau ca organ de prindere provizoriu pentru montaj.
3.7. Suruburile obisnuite fara piulita pot fi folosite numai pentru prinderea tablelor pe
pane sau pe elementele de rezistenta din profile de otel.
Se folosesc suruburi cu cap hexagonal filetate pana sub cap (STAS 211785).
La folosirea suruburilor obisnuite fara piulite este suficient accesul pe o singura parte a
elementului de inchidere.
3.8. Bolturile impuscate pot fi folosite numai pentru prinderea tablelor pe elementele de
rezistenta din profile de otel care au grosimea peretilor, iar zona pe care se face prinderea,
cuprinsa intre 4 mm si 11 mm.
Bolturile M6x 10x30, care se fabrica la IMSadu conform NID 286778,
pot fi folosite
pentru prinderea tablei profilate la executarea peretilor despartitori, pentru executarea prinderilor
ajutatoare in cazul in care prinderea definitiva se face cu alte organe, precum si pentru executarea
inchiderilor in cazul constructiilor provizorii.
Duritatea elementelor de otel pe care se face prinderea trebuie sa fie mai mica decat
duritatea bolturilor care se impusca adica, bolturile trebuie sa poata sa zgarie locul in care se
impusca.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.