
Capitolul 1
1. Problematica generala a tehnologiilor de fabricare
1.1. Procesul de productie specific întreprinderilor constructoare de masini
Definim procesul de productie al unei întreprinderi constructoare de masini, ca fiind totalitatea actiunilor care concura la obtinerea semifabricatelor (turnare, forjare sau debitare, laminare matritare, etc.), toate formele de prelucrare a lor (mecanica, termica, chimica, electrica), controlul tehnic dimensional si al calitatii în toate etapele de prelucrare, transportul materialelor, semifabricatelor si produselor, asamblarea, vopsirea, împachetarea si expedierea produselor finite.[34]
În procesul de productie, pe lânga etapele legate nemijlocit de transformarea materiei prime sau a semifabricatelor în produse finite, numite procese de baza, mai intra si etapele de pregatire si deservire a fabricatiei: procese auxiliare (legate de realizarea S.D.V.-urilor, control tehnic al calitatii, transportul semifabricatelor, pieselor si produselor, expedierea etc.).
Prelucrarile mecanice prin aschiere se încadreaza deci în cadrul proceselor de baza.
1.2. Tipuri de productie
Industria constructoare de masini este (în momentul de fata) caracterizata prin existenta a trei tipuri distincte de productie:
- productia individuala sau de unicate;
- productia de serie;
- productia de masa.
Elementele care definesc si categorisesc tipul de productie sunt: cantitatea produselor fabricate, ciclul de fabricatie, nomenclatura fabricatelor, tipul utilajelor folosite si al S.D.V.-urilor, modul de amplasare al utilajelor, tipurile de semifabricate, reglarea sculelor la dimensiune, calificarea personalului muncitor, indicii tehnico-economici si bineînteles pregatirea fabricatiei.
Productia individuala si de unicate. Se caracterizeaza prin fabricatia unui numar foarte mic de produse de acelasi fel, fie de unicate, S.D.V.-urile folosite sunt universale. În cazul tendintei moderne a rapiditatii în executia de prototipuri cu înalt grad de precizie si calitate este oportuna utilizarea masinilor-unelte cu conducere numerica.
În general, însa, amplasarea utilajelor se face pe tipuri (grupe) de masini. Documentatia tehnologica: fisa tehnologica. Reglarea sculelor la dimensiune se face dupa metoda trasajului si a aschiilor de proba. Semifabricatele sunt mai îndepartate ca forma de piesa finita, întâlnind-se mai des laminate la cald sau la rece, semifabricatele turnate în forme de nisip sau forjate liber.
Productia de serie este caracterizata prin faptul ca piesele sunt executate în loturi si serii care se repeta cu regularitate dupa un interval de timp dat. Nomenclatura produselor este mai redusa decât în cazul productiei individuale sau de unicate. Ca de exemplu: masinile-unelte, motoarele, pompele, utilajele tehnologice de diferite tipuri sunt fabricate în productia de tip serie.
Masinile-unelte folosite sunt universale, de regula dar se întâlnesc si masini specializate (folosite la operatii de acelasi fel, uneori cu dimensiuni diferite).S.D.V.-urile sunt de obicei universale, mai rar specializate, la asamblare utilizându-se metoda ajustarii. Amplasarea utilajelor se recomanda pe tipuri de masini, de regula în ordinea succesiuni operatiilor, fie dupa o combinatie avantajoasa profilului întreprinderii. Semifabricatele sunt mai aproape de forma finala a pieselor. Ele pot fi mai ales: turnate (în forme metalice), matritate sau forjate.
Cel mai important lucru îl constituie reglarea sistemelor tehnologice la dimensiune;(nu se folosesc metodele aschiilor de proba sau ale trasajului). Productivitatea este mai mare ca în cazul productiei individuale, putând fi utilizata mâna de lucru cu calificare mai redusa. La asamblare se utilizeaza metoda interschimbabilitatii totale (în cazul productiei de masini-unelte sau agregate tehnologice e folosita des ajustarea).
Documentatia: planuri de operatii si fise tehnologice.
Productia de masa, caracterizata prin faptul ca produsele în cantitati mari se executa în mod continuu, este specifica fabricatiei îndelungate a unor produse specializate (utilaje, autovehicule, piese de schimb, etc.).
Astfel nomenclatorul fabricatelor este redus, ciclul de fabricatie riguros stabilit si respectat. Masinile-unelte sunt specializate si speciale (deseori agregate, linii automate, etc.). S.D.V.-urile sunt speciale, echipamentele fiind amplasate numai în ordinea succesiunii tehnologice a operatiilor fabricatia fiind organizata cu predilectie în flux tehnologic. Documentatia de baza este planul de operatii si mai rar fisa tehnologica. Semifabricatele sunt foarte apropiate de forma finala a pieselor (turnate sau matritate cu precizie).
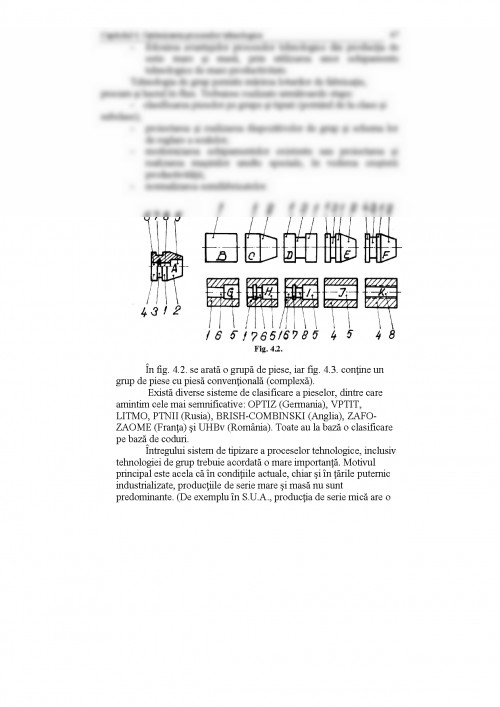
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.