
6. MATERIALE ŞI TRATAMENTE PENTRU
BATIURI ŞI CARCASE
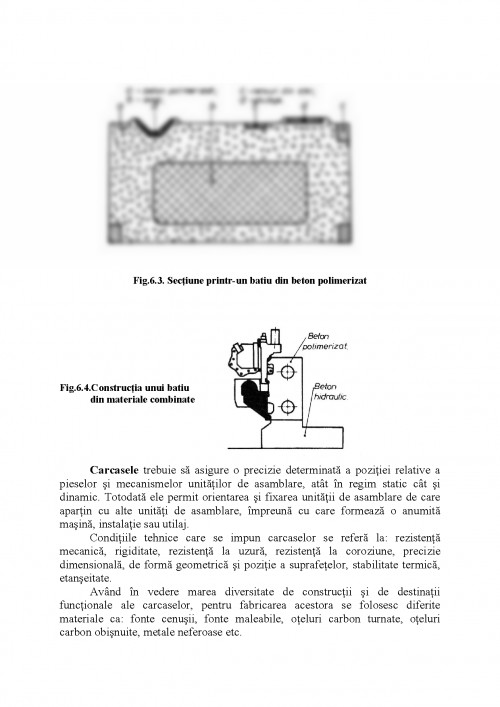
Menţinerea preciziei poziţiei reciproce a subansamblurilor unei maşini în timpul funcţionării, pentru a asigura gradul de precizie cerut, constituie cerinţa principală ce trebuie să o îndeplinească batiurile.
Condiţiile invariabilităţii formei batiului se realizează prin:
- alegerea materialului şi a tratamentului adecvat;
- alegerea formei corespunzătoare;
- asigurarea rezistenţei la vibraţii şi a rigidităţii;
- asigurarea unei rezistenţe ridicate la uzare şi a unei stabilităţi termice cât mai mari.
Având în vedere cele de mai sus, precum şi cerinţele legate de tehnologia de fabricaţie şi cele economice, la construcţia batiurilor se utilizează următoarele materiale:
- pentru batiuri turnate: fontă cenuşie, fontă maleabilă, fontă globulară, fontă modificată, fontă aliată.
- pentru batiuri sudate: oţeluri.
Realizarea batiurilor prin turnare, din fontă, prezintă unele avantaje:
- manoperă mai puţină (mai ales la forme complexe);
- capacitate mai bună de amortizare a vibraţiilor;
- prelucrare mai uşoară;
- condiţii mai bune de ungere şi alunecare la ghidaje (când acestea sunt dintr-o bucată cu batiul);
- suficientă rezistenţă mecanică şi rigiditate.
Există însă şi o serie de dezavantaje, cum ar fi:
- creşterea duratei de execuţie;
- adaosuri de prelucrare relativ mari;
- costuri mari de execuţie, care se amortizează însă la producţii de serie;
- duritatea suprafeţelor de frecare nu poate depăşi 220...240 HB, în cazul când ghidajele se confecţionează monobloc cu batiul.
Fontele cenuşii cele mai utilizate sunt:
- Fc 35, pentru eforturi σ = 500 daN/cm2 , având rezistenţă la uzură şi rezistenţă mecanică mari;
- Fc 25, pentru eforturi σ = 150...450 daN/cm2 (majoritatea batiurilor maşinilor-unelte mijlocii);
- Fc 20, pentru eforturi σ = 100 daN/cm2.
Fontele modificate se apropie, prin proprietăţi, de oţeluri. Ele pot fi călite superficial prin inducţie sau cu flacără, după care duritatea lor ajunge la 45...52 HRC.
Fontele aliate au proprietăţi mecanice superioare cu circa 20 % faţă de Fc 30 şi cu circa 40 % faţă de Fc 25. Se utilizează pentru batiurile strungurilor automate, maşinilor-unelte de înaltă precizie. Aceste fonte sunt însă mult mai scumpe, de aceea se utilizează numai când se cer o rezistenţă mecanică şi o rezistenţă la uzură mari, în condiţii de gabarit redus.
După turnare şi prelucrarea de degroşare, batiurile sunt supuse unui tratament de detensionare, pentru înlăturarea totală a tensiunilor interne. Detensionarea se poate realiza pe cale mecanică (prin solicitări variabile, prin vibraţii, prin tensionări mecanice suplimentare) sau pe cale termică (la temperatura mediului ambiant, timp de 6...12 luni - îmbătrânire naturală sau prin încălzire la 400...650 oC, menţinere 2...6 ore, răcire lentă în cuptor - îmbătrânire artificială).
Batiurile sudate din table sau profiluri din oţel nu au nici unul din dezavantajele celor turnate
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.