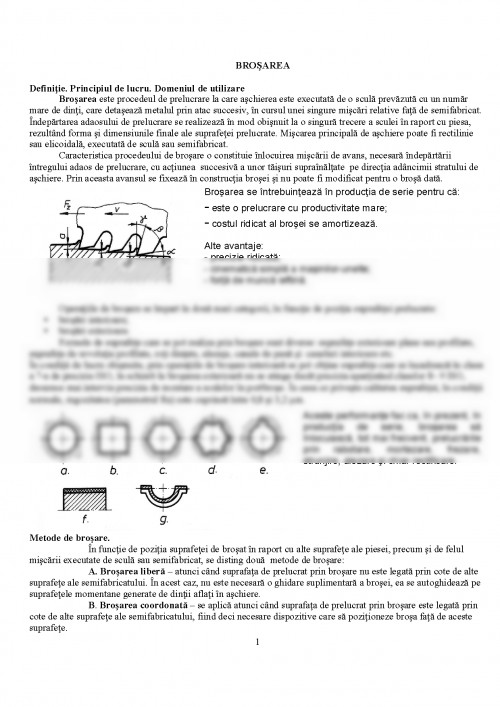
Definiţie. Principiul de lucru. Domeniul de utilizare
Broşarea este procedeul de prelucrare la care aşchierea este executată de o sculă prevăzută cu un număr mare de dinţi, care detaşează metalul prin atac succesiv, în cursul unei singure mişcări relative faţă de semifabricat. Îndepărtarea adaosului de prelucrare se realizează în mod obişnuit la o singură trecere a sculei în raport cu piesa, rezultând forma şi dimensiunile finale ale suprafeţei prelucrate. Mişcarea principală de aşchiere poate fi rectilinie sau elicoidală, executată de sculă sau semifabricat.
Caracteristica procedeului de broşare o constituie înlocuirea mişcării de avans, necesară îndepărtării întregului adaos de prelucrare, cu acţiunea succesivă a unor tăişuri supraînălţate pe direcţia adâncimii stratului de aşchiere. Prin aceasta avansul se fixează în construcţia broşei şi nu poate fi modificat pentru o broşă dată.
Operaţiile de broşare se împart în două mari categorii, în funcţie de poziţia suprafeţei prelucrate:
• broşări interioare;
• broşări exterioare.
Formele de suprafeţe care se pot realiza prin broşare sunt diverse: suprafeţe exterioare plane sau profilate, suprafeţe de revoluţie profilate, roţi dinţate, alezaje, canale de pană şi caneluri interioare etc.
În condiţii de lucru obişnuite, prin operaţiile de broşare interioară se pot obţine suprafeţe care se încadrează în clasa a 7-a de precizie ISO, în schimb la broşarea exterioară nu se atinge decât precizia aparţinând claselor 8– 9 ISO, deoarece mai intervin precizia de montare a sculelor în portbroşe. În ceea ce priveşte calitatea suprafeţei, în condiţii normale, rugozitatea (parametrul Ra) este cuprinsă între 0,8 şi 3,2 mm.
Metode de broşare.
În funcţie de poziţia suprafeţei de broşat în raport cu alte suprafeţe ale piesei, precum şi de felul mişcării executate de sculă sau semifabricat, se disting două metode de broşare:
A. Broşarea liberă – atunci când suprafaţa de prelucrat prin broşare nu este legată prin cote de alte suprafeţe ale semifabricatului. În acest caz, nu este necesară o ghidare suplimentară a broşei, ea se autoghidează pe suprafeţele momentane generate de dinţii aflaţi în aşchiere.
B. Broşarea coordonată – se aplică atunci când suprafaţa de prelucrat prin broşare este legată prin cote de alte suprafeţe ale semifabricatului, fiind deci necesare dispozitive care să poziţioneze broşa faţă de aceste suprafeţe.
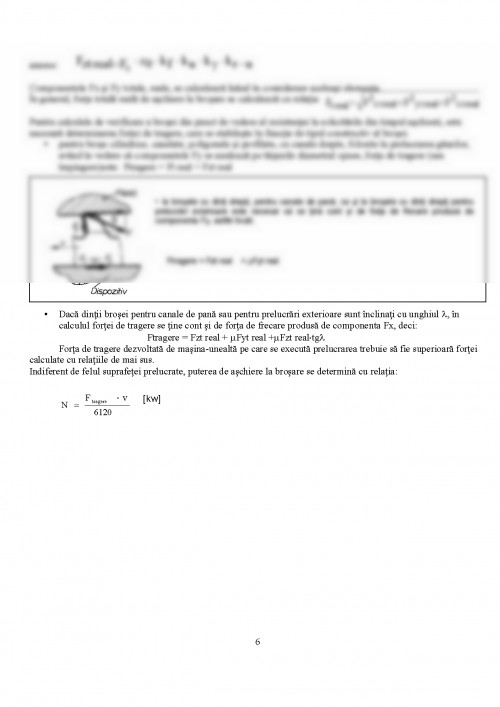
Broşarea corpurilor de revoluţie – se foloseşte la prelucrarea suprafeţelor cilindrice sau profilate, exterioare sau interioare, folosind broşe plane sau spirale.
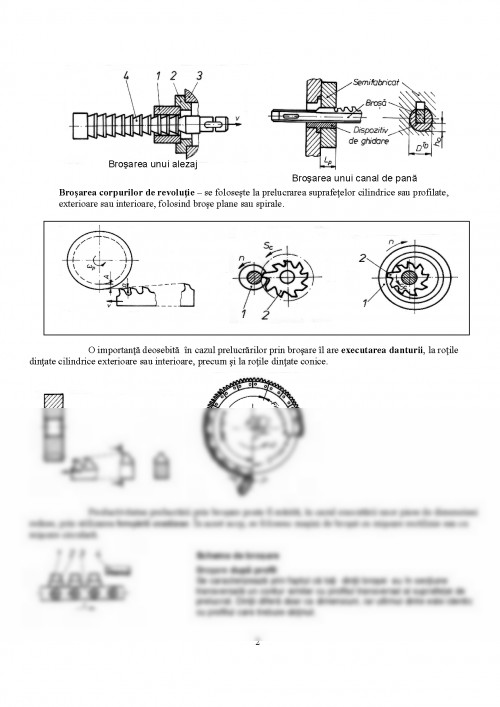
O importanţă deosebită în cazul prelucrărilor prin broşare îl are executarea danturii, la roţile dinţate cilindrice exterioare sau interioare, precum şi la roţile dinţate conice.
Productivitatea prelucrării prin broşare poate fi mărită, în cazul executării unor piese de dimensiuni reduse, prin utilizarea broşării continue. În acest scop, se folosesc maşini de broşat cu mişcare rectilinie sau cu mişcare circulară.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.