
1.1 Precizia dimensiunilor
1.1.1 Noţiuni generale
Materializarea unui obiectiv final – aparat, mecanism, maşină, etc. – presupune parcurgerea cronologică a mai multor etape, începând cu procesul de proiectare, cel tehnologic, urmat de cel al fabricării şi finalizând cu procesul de montaj [1].
Calitatea integrală a rezultatului materializat, este dependentă de calităţile în parte ale fiecărui element component (piesă, element de rezistenţă, organ de maşină, element cinematic). Certificatul de calitate al produsului finit este dat de ansamblul valorilor unei serii de parametrii mecanici, fizici, geometrici, etc.
În situaţia în care se admite ca piesa să aibă „derogări” de la dimensiunile şi formele teoretice, apare noţiunea de precizie de prelucrare, prin care se înţelege gradul de apropiere şi de asemănare dintre parametrii obţinuţi pe piesa materializată şi cei prescrişi prin proiectare.
Precizia de prelucrare cuprinde următoarele patru componente:
- precizia dimensiunilor;
- precizia formei geometrice;
- precizia poziţiei reciproce a axelor şi a suprafeţelor pieselor;
- precizia netezimii suprafeţelor.
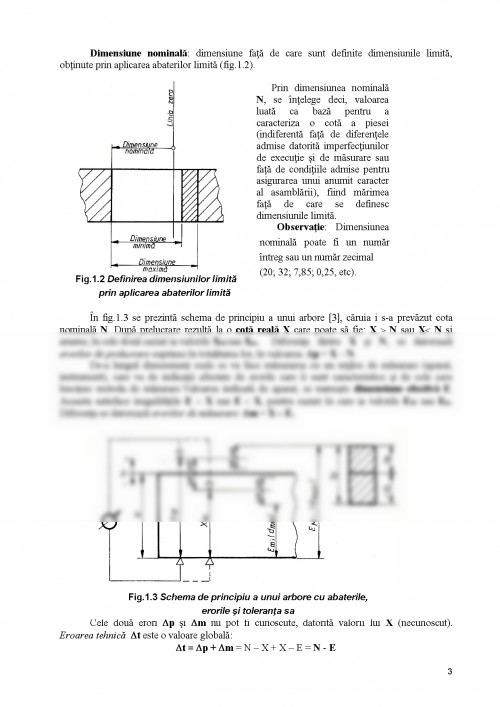
Fiecare piesă caracterizată tridimensional, posedă una sau mai multe dimensiuni, care o particularizează sub aspectul gabaritului ei. Dimensiunile sunt cuprinse între suprafeţe, generatoare, axe, muchii, etc. şi răspund unor deziderate dictate de criteriile funcţionale, de condiţiile impuse sub aspectul rezistenţei faţă de solicitările preluate, de condiţiile constructive, de gabarit, ergonomice, de estetică industrială etc. În procesul de proiectare se stabilesc în mod obligatoriu valorile abaterilor admisibile, superioară respectiv inferioară, ale dimensiunii nominale.
Piesa fiind alcătuită dintr-o combinaţie de corpuri geometrice, fie corpuri de revoluţie, fie delimitate de suprafeţe plane, urmează a fi stabilite preciziile geometriei acestor corpuri. Suprafeţele care delimitează corpul vor fi plane sau neplane şi se stabilesc de către proiectant, care le specifică pe desenul de execuţie, condiţionând limitarea inexactităţii de la forma geometrică nominală prin abaterile maximum admisibile, impuse de anumite clase de precizie justificabile.
Cei doi parametri prezentaţi, dimensiunea şi forma geometrică, pretind în mod obişnuit norme de precizie pentru fiecare în parte. Există situaţii în care piesei îi sunt impuse îngrădiri riguroase atât din punct de vedere al preciziei de dimensiune, cât şi din cel al preciziei de formă. Sunt cazuri dictate de criterii funcţionale impuse piesei, în care unul dintre parametrii este predominant.
Fiecărei piese îi corespunde într-un subansamblu individual considerat sau într-un lanţ cinematic, realizat nemijlocit cu alte piese, o anumită poziţie. Aceasta se stabileşte prin reciprocitatea poziţională dintre axele şi suprafeţele acestora. La proiectare, se determină o anumită poziţie reciprocă şi se indică abaterile admisibile. Parametrul prezentat este condiţionat (în majoritatea cazurilor) de relaţii omogene cu primii doi parametri (dimensiunea şi forma). Există cazuri particulare în care rămâne condiţia primordială numai precizia de poziţie reciprocă, iar dimensiunea şi forma geometrică reprezintă parametrii secundari.
Cel de al patrulea parametru al preciziei de prelucrare este gradul de netezire al suprafeţelor. Proiectantul stabileşte valorile admisibile ale abaterilor de la netezimea suprafeţelor, iar tehnologul impune procesul tehnologic de fabricare a piesei, astfel încât să se obţină rugozitatea dorită (maximă admisă).
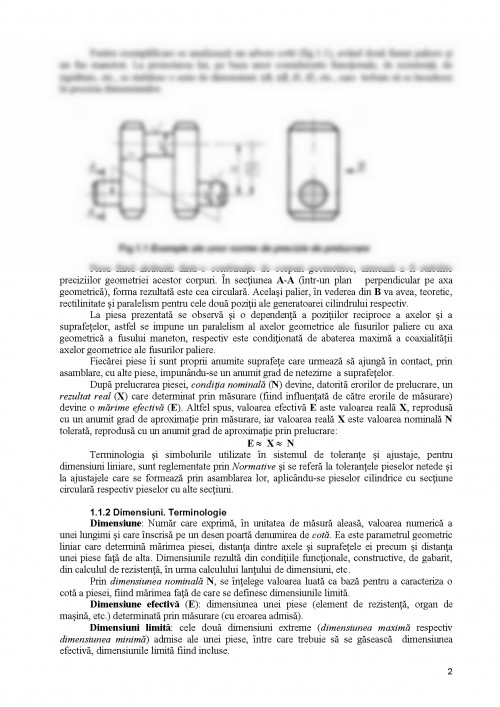
Pentru exemplificare se analizează un arbore cotit (fig.1.1), având două fusuri paliere şi un fus maneton. La proiectarea lui, pe baza unor considerente funcţionale, de rezistenţă, de rigiditate, etc., se stabilesc o serie de dimensiuni: 1; 2; l1; l2; etc., care trebuie să se încadreze în precizia dimensiunilor.
Piesa fiind alcătuită dintr-o combinaţie de corpuri geometrice, urmează a fi stabilite preciziilor geometriei acestor corpuri. În secţiunea A-A (într-un plan perpendicular pe axa geometrică), forma rezultată este cea circulară. Acelaşi palier, în vederea din B va avea, teoretic, rectilinitate şi paralelism pentru cele două poziţii ale generatoarei cilindrului respectiv.
La piesa prezentată se observă şi o dependenţă a poziţiilor reciproce a axelor şi a suprafeţelor, astfel se impune un paralelism al axelor geometrice ale fusurilor paliere cu axa geometrică a fusului maneton, respectiv este condiţionată de abaterea maximă a coaxialităţii axelor geometrice ale fusurilor paliere.
Fiecărei piese îi sunt proprii anumite suprafeţe care urmează să ajungă în contact, prin asamblare, cu alte piese, impunându-se un anumit grad de netezime a suprafeţelor.
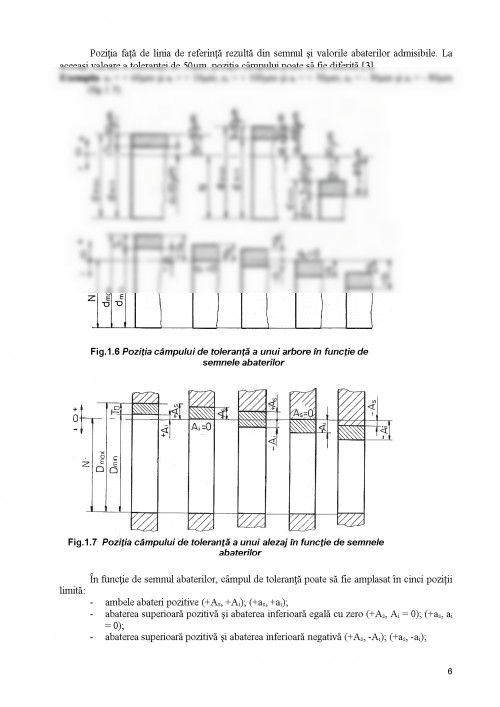
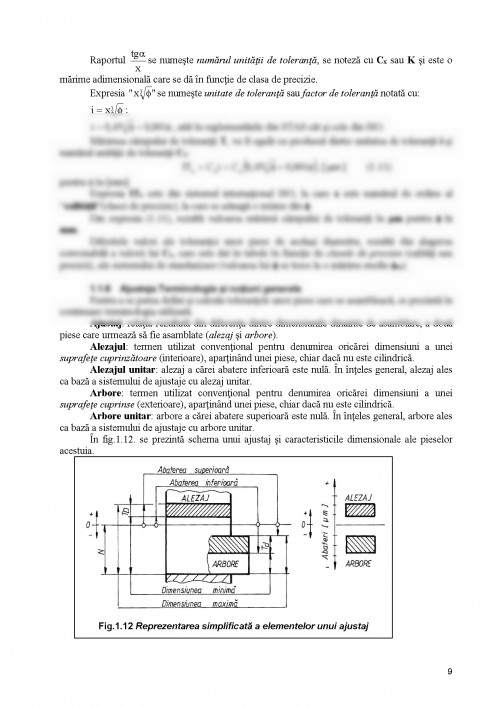
După prelucrarea piesei, condiţia nominală (N) devine, datorită erorilor de prelucrare, un rezultat real (X) care determinat prin măsurare (fiind influenţată de către erorile de măsurare) devine o mărime efectivă (E). Altfel spus, valoarea efectivă E aste valoarea reală X, reprodusă cu un anumit grad de aproximaţie prin măsurare, iar valoarea reală X este valoarea nominală N tolerată, reprodusă cu un anumit grad de aproximaţie prin prelucrare:
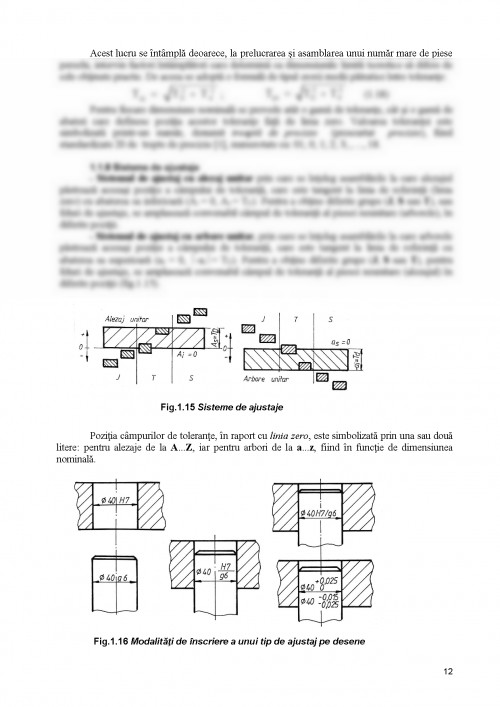
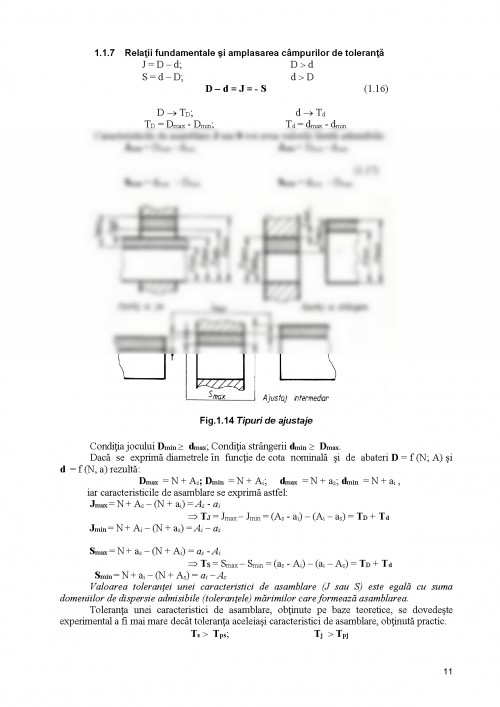
Terminologia şi simbolurile utilizate în sistemul de toleranţe şi ajustaje, pentru dimensiuni liniare, sunt reglementate prin Normative şi se referă la toleranţele pieselor netede şi la ajustajele care se formează prin asamblarea lor, aplicându-se pieselor cilindrice cu secţiune circulară respectiv pieselor cu alte secţiuni.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.