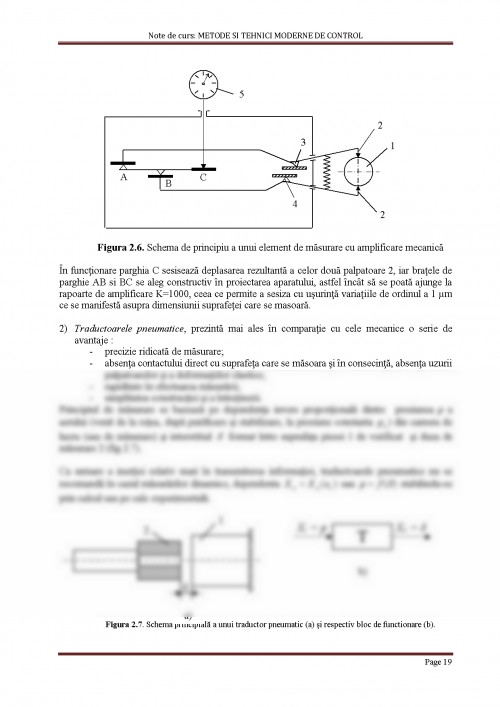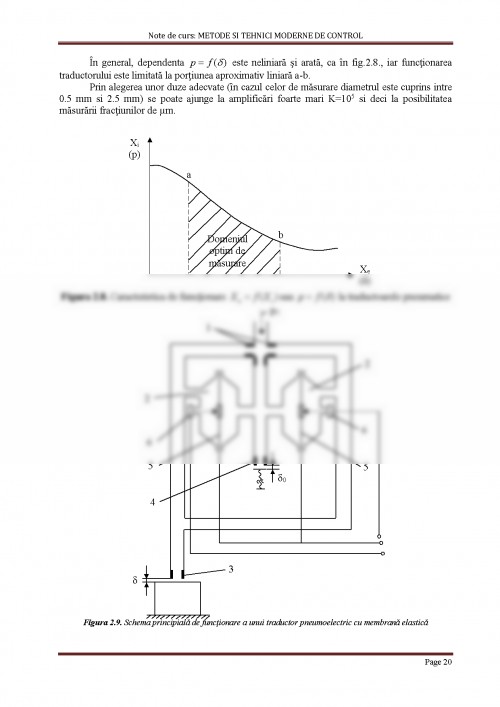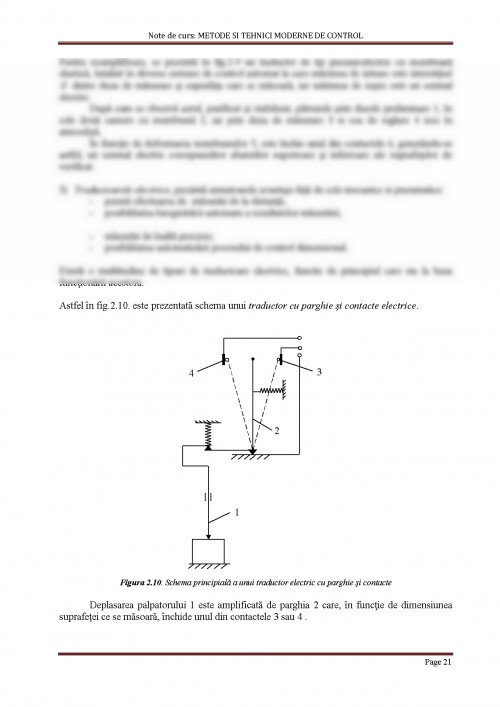
CONTROLUL CALITATII: INTRODUCERE
Sistemele de producţie implementate în cadrul industriei îşi desfăşoară activitatea în condiţiile respectării unor cerinţe continuu actualizate privind calitatea produselor, pe care le realizează.
Aceste cerinţe se referă la necesitatea respectării şi îmbunătăţirii continue a următoarelor aspecte:
caracteristicile produselor;
fiabilitatea şi / sau siguranţa în funcţionarea produselor;
protecţia împotriva răspunderilor juridice pentru neconcordanţa între produse şi condiţiile de utilizare.
Pentru ingineria sistemelor de producţie, metodele şi tehnicile de control şi asigurare a calităţii prezintă interes deosebit prin efectele economice deosebite, în sensul reducerii costurilor.
În sensul cel mai actual asigurarea şi controlul calităţii semnifică dezvoltarea şi realizarea specificaţiilor necesare pentru a produce în condiţii economice şi în măsura adecvată calitatea, interschimbabilitatea, eficienţa şi durata de viaţă care să asigure unui produs piaţa de desfacere actuală şi de perspectivă.
În cea mai largă accepţiune se consideră că există două faţete ale calităţii :
1) CREAREA CALITĂŢII.
2) MĂSURAREA CALITĂŢII.
FUNCŢIILE ŞI SCOPURILE CONTROLULUI CALITĂŢII
- Satisfacerea clientului, consumatorului prin comportarea produsului, acesta satisface specificaţiile, caracteristicile nominale precise sau cerute.
- Asigurarea că procesul de producţie se poate derula în succesiunea programată (de la o operaţie la alta) fără aglomerarea procesului sau rebuturi.
- Oferirea unor învăţăminte prin recunoaşterea greşelilor.
- Compararea nivelului de calitate obţinut cu nivelul dorit ca bază pentru controlul procesului de producţie, cu detectarea tendinţelor şi stabilirea unor proceduri de ajustare, reglare a acestuia.
- Determinarea calităţii optimale obtenibile cu un proces existent şi furnizarea unor indicaţii folositoare în procesul de proiectare, la specificarea prescripţiilor sau elaborareadocumentaţiei de execuţie.
- Reducerea deşeurilor şi rebuturilor la nivelul cel mai economic.
- Facilitarea unei proceduri de asigurare că nu se vor plăti operatorii pentru produsele rebutate din vina lor.
- Determinarea operatorilor în concentrarea atenţiei asupra muncii lor conştientizându-i cu permanenţa procesului de control care identifică originea greşelilor (factorul psihologic al calităţii).
- Evaluarea metodelor de control (inspecţie) existente şi proiectarea unor proceduir mai bune şi mai eficiente.
- Permiterea revizuirii cantităţii cerute, astfel încât cantitatea de calitate corespunzătoare să poată fi realizată în profida existenţei unui procent de rebut inevitabil.
Exemplu:
Un sistem de producţie realizează 1000 unităţi dintr-un produs prin 3 procese de prelucrare:
1. procesul 1 are 3% defecte, deci după primul proces avem 97 % produse bune;
2. procesul 2 are 10% defecte, deci după al doilea proces avem (0,97 x 0,9)x100 = 87,3% produse bune;
3. procesul 3 are 2% defecte, deci după al treilea proces avem (0,97 x 0,9x 0,98) x100 = 85% produse bune.
De aceea, ştiind că în final avem nevoie practic de o cantitate de 1000 bucăţi produse bune vom demara procesul cu X bucăţi astfel încât să fie realizată condiţia:
0,97 x 0,9 x 0,98 x X = 1000
De unde :
X = 1170 produse.
ASPECTELE CALITĂŢII
Unele aspecte ale calităţii pot fi solicitate şi specificate în concordanţă cu standardele sau normele existente pentru proiectare şi producţie. Alte aspecte sunt mai greu de exprimat.
De aceea încă de la proiectare apare necesar :
1. Să se proiecteze simplu şi concret, iar atributele specificate să permită măsurarea prin tehnici de măsurare simple şi rapide.
2. Să se precizeze care sunt limitele calităţii, respectiv când un produs este bun şi când trebuie considerat rebut. Acest lucru presupune stabilirea domeniului de valori a unui parametru în care acesta este acceptat, respectiv stabilirea abaterilor şi toleranţelor.
Există şi multe caracteristici calitative mai dificil de definit şi precizat prin intermediul abaterilro sau toleranţelor cum ar fi : gradul de curăţire, de albire, grad de fineţe, netezime, gust, miros, etc. Pentru asemenea caracteristici trebuie găsite şi precizate metode de apreciere şi de măsurare indirectă. De exemplu pentru sticlele goale de apă minerală la care intereseză cît de curate sunt se poate stabili gradul de curăţire prin măsurarea transparenţei (cantitatea de lumină care poate trece prin peretele curat de sticlă).
STADIIILE CONTROLULUI DE CALITATE
Stadiile de control ale calităţii unor produse nu au un scop distinct ci sunt implicate de o mulţime de factori dependenţi de procesul de producţie. În continuare se prezintă stadiile generale ale controlului de calitate, stadii care se apreciază că se regăsesc cu cea mai largă răspândire şi frecvenţă.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.