
a) Tablele şi niturile se aleg corespunzător scopului după standarde sau tabele bazate pe rezultate experimentale. Nituirea se poate face la rece, în cazul niturilor din metale neferoase cu orice diametru şi pentru nituri din oţel cu diametrul sub 12 mm. Pentru nituri din oţel cu diametrul peste 12 mm, nituirea se face la cald.
b) Găurile pieselor de îmbinat (a tablelor) se trasează cu multă atenţie, astfel încât după găurire tablele să se suprapună perfect. Pentru eliminarea trasajului, mărirea preciziei şi reducerea timpului de execuţie se pot utiliza şabloane (tipare metalice). Acolo unde este necesar, coaxialitatea găurilor se asigură prin alezare. Diametrul găurilor în care se introduc niturile va fi mai mare decât cel al niturilor. Astfel: pentru niturile cu diametrul: 1 ÷ 4 mm; 5 ÷ 10 mm; peste 10 mm, diametrul orificiilor corespunzătoare vor fi mai mari cu 0,2 mm; 0,5 mm; 1 mm.
c) Suprafeţele care se suprapun trebuie să fie curate şi fără bavuri sau teşituri care favorizează depărtarea tablelor în procesul nituirii.
d) Se asigură o strângere iniţială a tablelor prin şuruburi la intervale de 2 ÷ 3 găuri. O strângere locală poate realiza şi prin aparatul de nituire.
e) Capul de închidere al nitului cu secţiune plină se realizează prin ciocănire manuală sau cu un ciocan special automat.
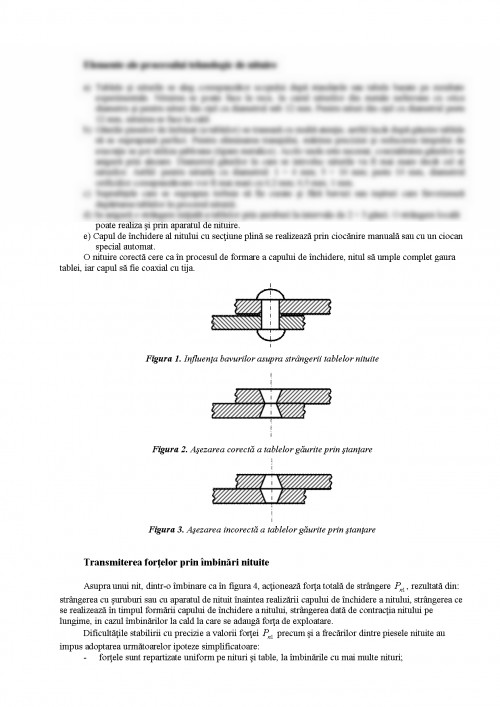
O nituire corectă cere ca în procesul de formare a capului de închidere, nitul să umple complet gaura tablei, iar capul să fie coaxial cu tija.
Figura 1. Influenţa bavurilor asupra strângerii tablelor nituite
Figura 2. Aşezarea corectă a tablelor găurite prin ştanţare
Figura 3. Aşezarea incorectă a tablelor găurite prin ştanţare
Transmiterea forţelor prin îmbinări nituite
Asupra unui nit, dintr-o îmbinare ca în figura 4, acţionează forţa totală de strângere , rezultată din: strângerea cu şuruburi sau cu aparatul de nituit înaintea realizării capului de închidere a nitului, strângerea ce se realizează în timpul formării capului de închidere a nitului, strângerea dată de contracţia nitului pe lungime, in cazul îmbinărilor la cald la care se adaugă forţa de exploatare.
Dificultăţile stabilirii cu precizie a valorii forţei precum şi a frecărilor dintre piesele nituite au impus adoptarea următoarelor ipoteze simplificatoare:
- forţele sunt repartizate uniform pe nituri şi table, la îmbinările cu mai multe nituri;
- forţele de frecare între table nu se iau în calcul la stabilirea forţelor care provoacă solicitări în nituri şi table;
- diametrul nitului se consideră egal cu cel al găurii.
Calculul solicitărilor din nituri şi table la o îmbinare de rezistenţă
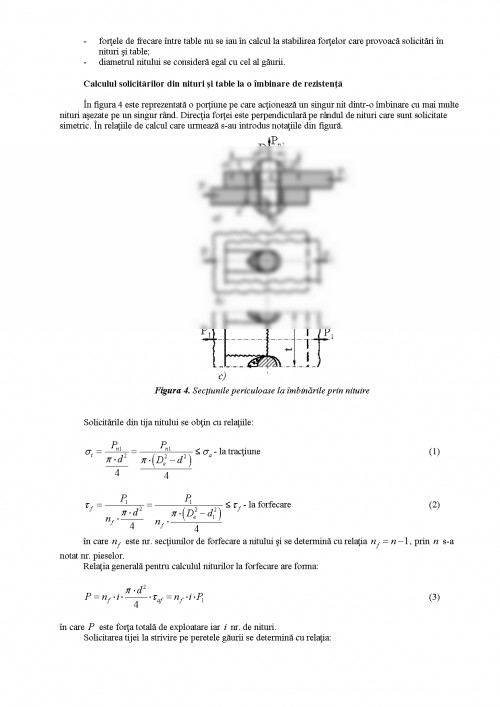
În figura 4 este reprezentată o porţiune pe care acţionează un singur nit dintr-o îmbinare cu mai multe nituri aşezate pe un singur rând. Direcţia forţei este perpendiculară pe rândul de nituri care sunt solicitate simetric. În relaţiile de calcul care urmează s-au introdus notaţiile din figură.
Figura 4. Secţiunile periculoase la îmbinările prin nituire
Solicitările din tija nitului se obţin cu relaţiile:
- la tracţiune (1)
- la forfecare (2)
în care este nr. secţiunilor de forfecare a nitului şi se determină cu relaţia , prin s-a notat nr. pieselor.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.