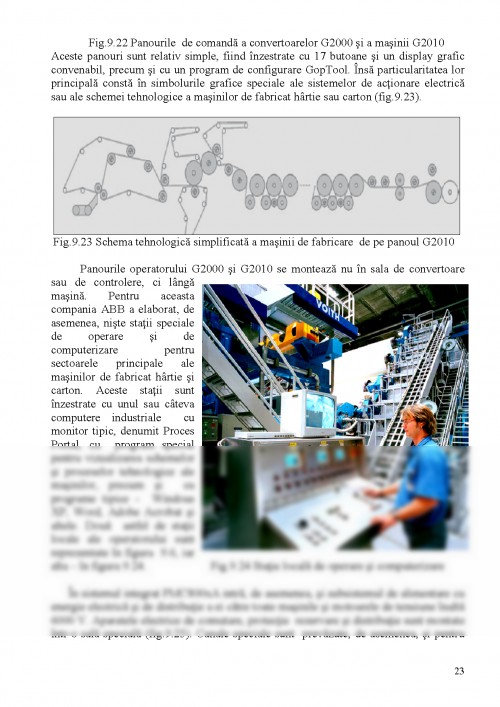

9.1 Principii tehnologice şi constructive generale
Hârtia a fost inventată în secolul al II e.n. de către chinezi, care s-au inspirat de la viespi, cum acestea amestecă lemnul cu apă pentru a-şi confecţiona cuibul. Progresul tehnico-ştiinţific de astăzi ar fi de neînchipuit fără hârtie. Însă mulţi consumatori de hârtie sau carton nu-şi dau seama de tehnologia complicată şi de consumul mare de energie electrică şi termică, necesare pentru producerea ei. De exemplu, pentru a produce 1 t de carton sunt necesare :
• Maculatură - 1,1 t ;
• Abur - 2 t ;
• Energie electrică – 600-800 kW ;
• Apă curată - 15-20 m3 ;
Materia primă principală pentru producerea hârtiei şi a cartonului o constituie celuloza, care se produce, la rândul ei, din lemn de pădure tare sau moale. La exterior celuloza se aseamănă cu cartonul, având o culoare cafeniu deschisă, însă spre deosebire de acesta are o duritate mult mai mare, întrucât peste 60 % din conţinutul ei îl constituie fibrele lemnoase. Celuloza utilizată pentru producerea cartonului alb sau a hârtiei de calitate înaltă se înălbeşte prin adăugarea unor substanţe înălbitoare, cum ar fi de exemplu creta sau unele substanţe chimice.
Celuloza se produce la combinatele de celuloză şi hârtie, care includ, de regulă, mai multe unităţi de producţie alăturate : fabrica de celuloză, fabrica de hârtie şi fabrica de carton.
Există, de asemenea, şi fabrici de hârtie şi carton separate. În acest caz fabrica de celuloză pune la dispoziţia lor celuloza sa uscată, la care se mai adaugă o cantitate anumită de maculatură, deşeuri de hârtie şi unele componente speciale.
La fabricile de celuloză buştenii de pădure se taie mai întâi în bucăţi mai mici, care apoi se fărâmiţează (polizează) până la o mărime de câţiva centimetri cu ajutorul unor polizoare de putere mare ( ), numite şi defibratoare. Necătând la mai multe variante constructive posibile ale acestor polizoare, (cu lanţ, în inel, cu presă), fiecare din ele conţine o piatră cilindrică mare şi dinţată, care se roteşte cu viteză constantă cu ajutorul unor motoare asincrone sau sincrone de tensiune înaltă şi putere mare. Defibratoarele prevăd, de asemenea, o acţionare reglabilă a buştenilor (de avans), care asigură o presiune optimă de apăsare a lor pe suprafaţa de contact a pietrei rotitoare în scopul polizării şi obţinerii piliturii de lemn de anumite dimensiuni. Valoare acestei presiuni determină, de asemenea, consumul de energie al pietrei defibratorului.
Pilitura de lemn obţinută este apoi amestecată cu apă şi supusă fierberii cu abur în nişte rezervoare mari, în care sunt adăugate nişte agenţi chimici pentru a despărţi fibrele de lemn (de celuloză). După aceasta fibrele sunt spălate, filtrate, curăţate de impurităţi şi murdăriri, obţinându-se astfel pasta de celuloză. Ea serveşte ca materie primă principală pentru fabricile locale de hârtie şi carton, iar pentru fabricile îndepărtate se usucă într-o maşină specială. Celuloza uscată la ieşirea acestei maşini are forma unor plăci dreptunghiulare, care apoi se împachetează în baloturi uşor transportabile.
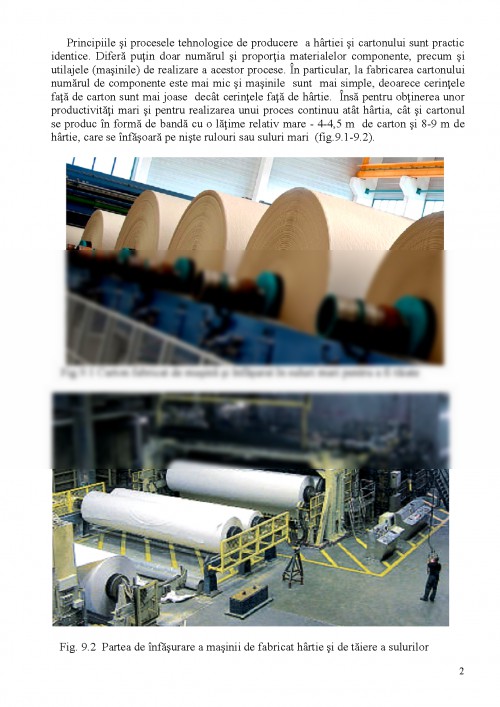
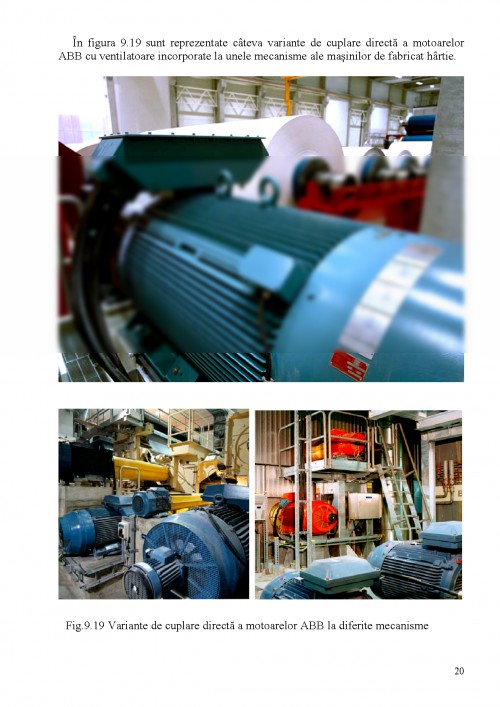
Principiile şi procesele tehnologice de producere a hârtiei şi cartonului sunt practic identice. Diferă puţin doar numărul şi proporţia materialelor componente, precum şi utilajele (maşinile) de realizare a acestor procese. În particular, la fabricarea cartonului numărul de componente este mai mic şi maşinile sunt mai simple, deoarece cerinţele faţă de carton sunt mai joase decât cerinţele faţă de hârtie. Însă pentru obţinerea unor productivităţi mari şi pentru realizarea unui proces continuu atât hârtia, cât şi cartonul se produc în formă de bandă cu o lăţime relativ mare - 4-4,5 m de carton şi 8-9 m de hârtie, care se înfăşoară pe nişte rulouri sau suluri mari (fig.9.1-9.2).
Fig.9.1 Carton fabricat de maşină şi înfăşurat în suluri mari pentru a fi tăiate
Fig. 9.2 Partea de înfăşurare a maşinii de fabricat hârtie şi de tăiere a sulurilor
Apoi aceste suluri se rebobinează pe rând într-un strung special, aflat în apropiere de maşină şi reprezentat în figura 9.2, care le taie concomitent după dimensiunile dorite (fig.9.3).
Benzile fabricate la ieşirea maşinilor se formează mai întâi la începutul lor în stare umedă pe o sită sau o pânză, pe care este împroşcată pasta curăţită de celuloză şi maculatură, puternic diluată în apă, asemănătoare cu smântâna, din care apoi se extrage apa, se usucă şi în final se înfăşoară. Evident, că aceste procese de extragere a apei şi uscare decurg în mai multe etape, ceea ce măreşte lungimea totală a maşinilor, care le efectuează continuu. Ca urmare, lungimea totală a tuturor secţiilor acestor maşini variază în jurul la 100 m.
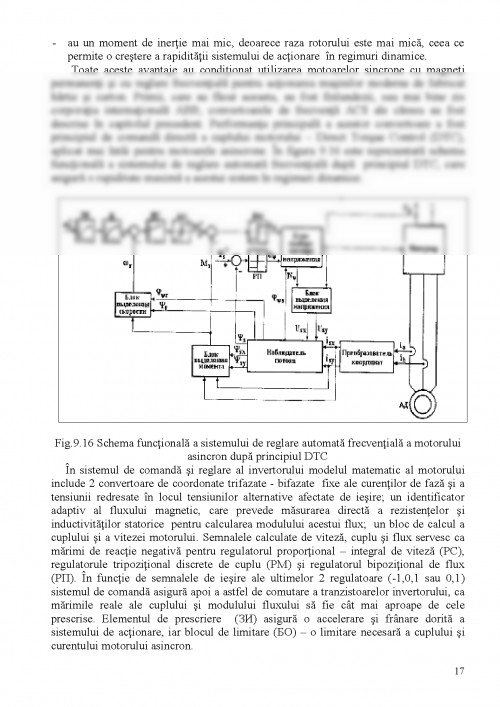
Fig.9.3 Rulou de hârtie după tăiere
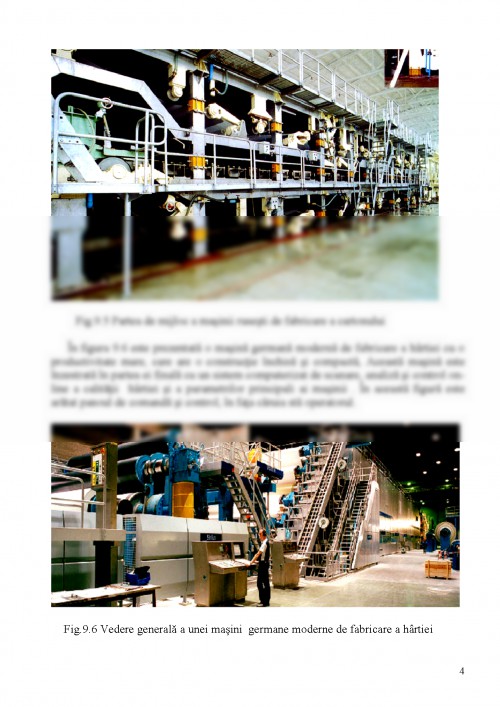
În figura 9.4 este prezentată o vedere generală a unei maşini ruseşti de fabricare a cartonului de o productivitate relativ mică, în care se vede mai mul partea ei finală Această parte are practic o construcţie deschisă.
Fig.9.4 Vedere generală asupra unei maşini ruseşti de fabricare a cartonului în partea ei finală
Partea de mijloc a acestei maşini este reprezentată în figura 9.5, în care sunt evidenţiate 2 nivele, deasupra cărora este montat un capac de colectare şi aspirare a aburului, degajat în procesul de uscare a benzii umede.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.