
Strunjirea interioara se foloseste la prelucrarea pieselor in cazul productiei de unicate si de serie mica sau a alezajelor de diametre mari, la care utilizarea sculelor cu dimensiuni de prelucrare fixe (largitoare, alezoare) nu este rationala.
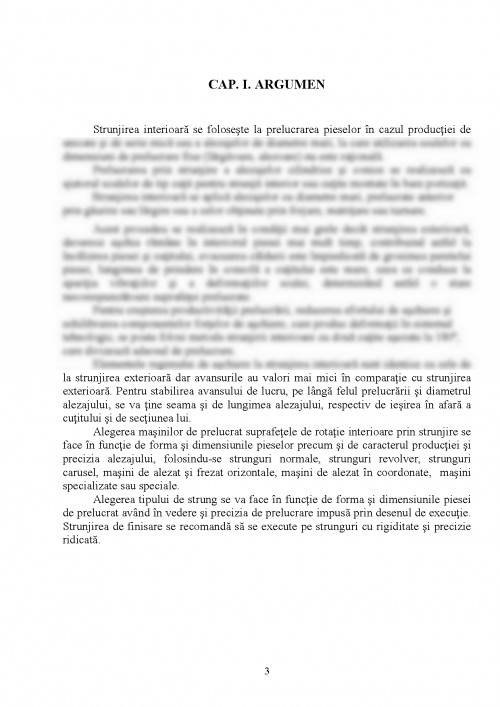
Prelucrarea prin strunjire a alezajelor cilindrice si conice se realizeaza cu ajutorul sculelor de tip cutit pentru strunjit interior sau cutite montate in bare portcutit.
Strunjirea interioara se aplica alezajelor cu diametre mari, prelucrate anterior prin gaurire sau largire sau a celor obtinute prin forjare, matritare sau turnare.
Acest procedeu se realizeaza in conditii mai grele decat strunjirea exterioara, deoarece aschia ramane in interiorul piesei mai mult timp, contribuind astfel la incalzirea piesei si cutitului, evacuarea caldurii este impiedicata de grosimea peretelui piesei, lungimea de prindere in consola a cutitului este mare, ceea ce conduce la aparitia vibratiilor si a deformatiilor sculei, determinand astfel o stare necorespunzatoare suprafetei prelucrate.
Pentru cresterea productivitatii prelucrarii, reducerea efortului de aschiere si echilibrarea componentelor fortelor de aschiere, care produc deformatii in sistemul tehnologic, se poate folosi metoda strunjirii interioare cu doua cutite asezate la 180o, care divizeaza adaosul de prelucrare.
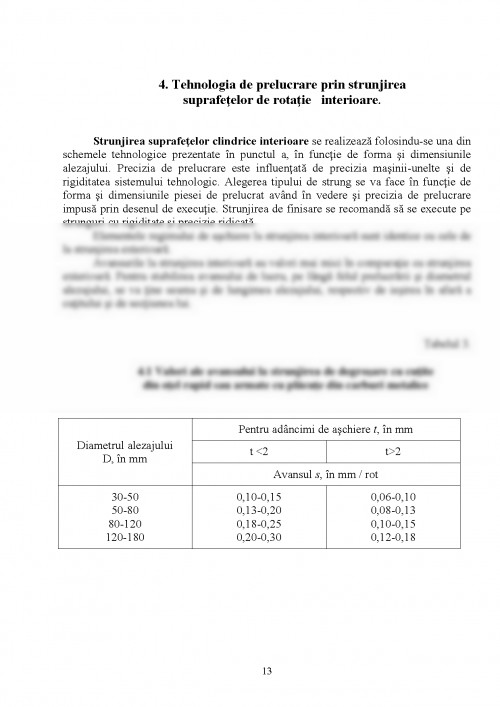
Elementele regimului de aschiere la strunjirea interioara sunt identice cu cele de la strunjirea exterioara dar avansurile au valori mai mici in comparatie cu strunjirea exterioara. Pentru stabilirea avansului de lucru, pe langa felul prelucrarii si diametrul alezajului, se va tine seama si de lungimea alezajului, respectiv de iesirea in afara a cutitului si de sectiunea lui.
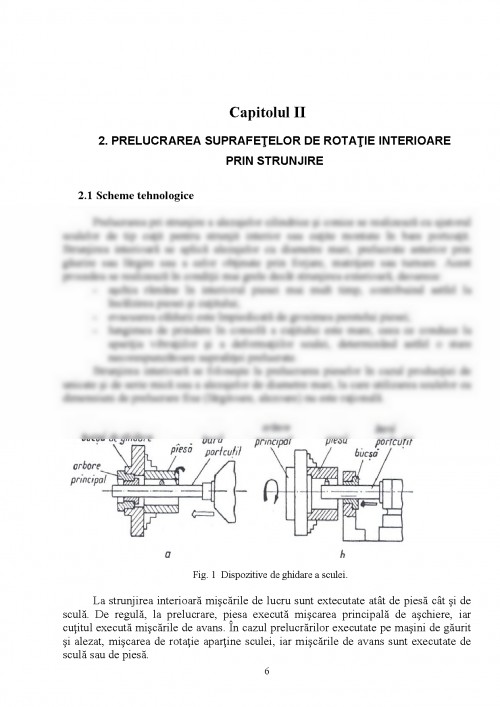
Alegerea masinilor de prelucrat suprafetele de rotatie interioare prin strunjire se face in functie de forma si dimensiunile pieselor precum si de caracterul productiei si precizia alezajului, folosindu-se strunguri normale, strunguri revolver, strunguri carusel, masini de alezat si frezat orizontale, masini de alezat in coordonate, masini specializate sau speciale.
Alegerea tipului de strung se va face in functie de forma si dimensiunile piesei de prelucrat avand in vedere si precizia de prelucrare impusa prin desenul de executie. Strunjirea de finisare se recomanda sa se execute pe strunguri cu rigiditate si precizie ridicata.
Cap. II. CONTINUT PROPRIU-ZIS
1. POSIBILITATI DE PRELUCRARE PRIN ASCHIERE
A SUPRAFETELOR DE ROTATIE INTERIOARE
Procesul tehnologic de prelucrare prin aschiere a suprafetelor de rotatie interioare se stabileste in functie de forma si dimensiunile pieselor, de materialul acestora, de dimensiunile si precizia dimensionala a suprafetelor, de precizia de forma si pozitie a suprafetelor de preluctrat precum si de costul prelucrarii.
La stabilirea tehnologiei se are in vedere faptul ca suprafetele de rotatie interioare se executa pornindu-se de la un material plin sau de la gauri obtinute in prelabil prin turnare, forjare sau matritare. De asemenea, se tine seama de tratamentul termic aplicat intregii piese sau numai suprafetei respective.
Moraru ; Margineanu ; Oghinat , Utilajul si tehnologia meseriei,Constructii de masini , manual clasa a XI - a, licee industriale cu profil mecanic; Bucuresti , Editura Didactica Si Pedagogica ,1998
N. Huzum; G. Rantz, Masini utilaje si instalatii din industria constructiilor de masini , manual pentru licee industriale clasa a XII -a si scoli profesionale Bucuresti , Editura Didactica si Pedagogica ,1979
C. Ionescu; E. Margulescu, Utilajul si tehnologia prelucrarii metalelor ,manual pentru scoli de maistri, Bucuresti , Editura Didactica si Pedagogica ,1977
C. Barbulescu; C. Ene; D. Saneanu; I. Bacanu; E. Ghinea ,Cartea mecaniului sef din unitatile industriale Bucuresti , Editura Tehnica,1983
I. Moraru; C. Aculai; E. Olarica; T. Oghina; E. Balaceanu , Tehnologia elaborarii si prelucrari semifabricatelor, manual clasa a XII -a pentru licee tehnologice cu profil
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.